

Продукция






-

Режущие зубья для спиральных режущих роликов комбайнов U47
-

Зубья роторного бурения
-

Нарезаемых зубьев S135-70-35
-

Перевозчик оборудования
-
Зубьев для валков S135
-
Гидравлический цилиндр подъема угледобывающего комбайна
-

Джек
-
Прорезывание зубов
-

Описание зубьев для валков угольного резака
-

Отрезные зубья в форме топора (конические отрезные зубья) S135
-

Режущие зубья для спиральных режущих роликов комбайнов U95-55-25(30)
-

Зубьев для валков AEL225S
-

Зубьев для валков AEL200SL
-

Перевозчик оборудования
-

Гидроцилиндр проходческого комбайна
-
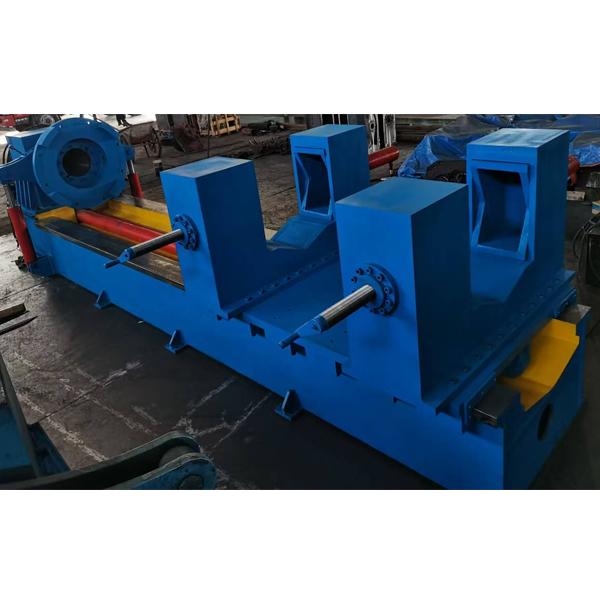
Описание оборудования для ремонта и сборки стоек




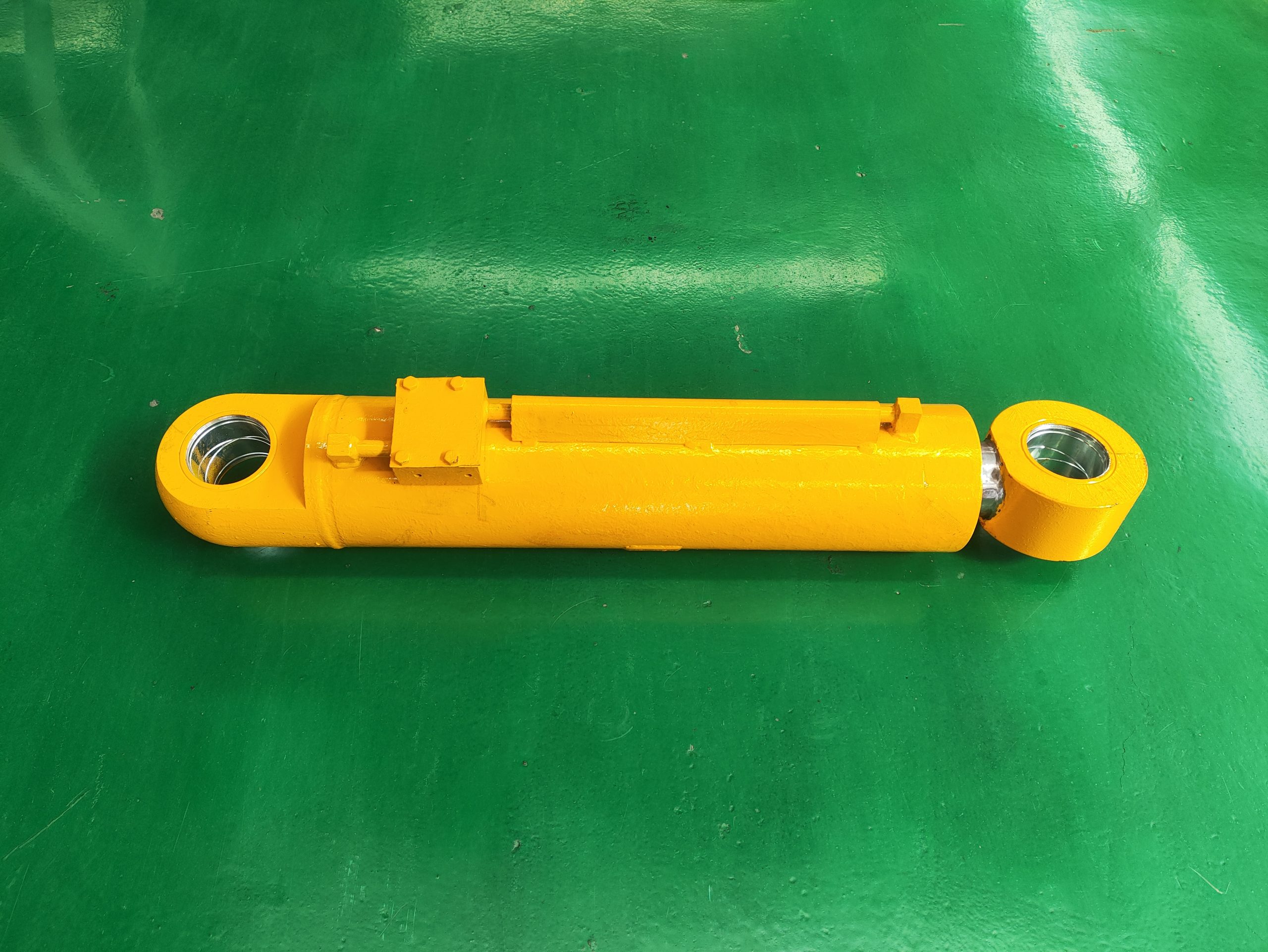
Гидравлический цилиндр проходческого комбайна
I. Типы гидравлических цилиндров проходческого комбайна:
1. Наименование продукции: цилиндр подъема режущей головки, цилиндр выдвижения режущей головки
Гидравлические цилиндры режущего агрегата: включают цилиндр подъема режущей головки и цилиндр выдвижения режущей головки. Первый служит для управления подъемом и опусканием режущей головки с целью регулирования высоты резания; второй — для управления выдвижением и втягиванием режущей головки, что позволяет выполнять режущие операции в различных положениях.
2. Название продукта: поворотный цилиндр
Поворотный цилиндр: используется для управления поворотом режущего механизма влево и вправо, что позволяет проходческому комбайну гибко менять направление резания и расширять зону резания.
3. Название продукта: Гидравлический цилиндр ковша
Гидравлический цилиндр ковша: как правило, представляет собой цилиндр подъема-опускания ковша, который используется для управления подъемом и опусканием ковша, чтобы лучше собирать и загружать уголь, горную породу и другие материалы в процессе проходки.
4. Название продукта: Гидравлический цилиндр задней опоры
Гидравлический цилиндр задней опоры: его основная функция заключается в обеспечении стабильной опоры во время работы проходческого комбайна, повышении его устойчивости и предотвращении колебаний или смещения машины в процессе резки.
5. Название продукта: Натяжной цилиндр
Натяжной цилиндр: используется для натяжения гусениц проходческого комбайна, обеспечивая их нормальную работу и хороший контакт с поверхностью, предотвращая проскальзывание или ослабление гусениц.
6. Название продукта: Цилиндр передней опоры
Цилиндр передней опоры: используется для поддержки грунта перед рабочим фронтом проходческого комбайна, предотвращая его обрушение и обеспечивая безопасность проходческих работ.
II. Технология производства гидравлических цилиндров для проходческих машин:
1. Выбор материала: с учетом эксплуатационных требований и условий работы для изготовления корпуса цилиндра выбирается бесшовная стальная труба марки 27ISMn.
2. Резка: с помощью пильного станка труба разрезается на отрезки необходимой длины.
3. Расточка: на расточном станке выполняется расточка внутреннего отверстия корпуса цилиндра для обеспечения точности размеров и шероховатости поверхности.
5. Очистка: с помощью специального очистительного оборудования и моющих средств цилиндр подвергается тщательной очистке для удаления остатков масла, металлической стружки и других примесей, оставшихся после обработки.
Обработка поршневого штока
1. Выбор материала: используется высококачественная среднеуглеродистая или легированная сталь, такая как 42CrMo, 40Cr и т. д.
2. Ковка: обработка стали методом ковки для улучшения внутренней структуры материала, повышения прочности и вязкости.
3. Черновая обработка: черновая обработка поршневого штока на токарных и фрезерных станках для получения основных форм и размеров.
4. Отпуск: Проведение отпуска поршневого штока после черновой обработки для повышения его комплексных механических свойств.
5. Чистовая обработка: Проведение чистовой обработки поршневого штока с помощью шлифования и других технологий для обеспечения точности размеров и качества поверхности.
6. Поверхностная обработка: В зависимости от потребностей проведение хромирования или лазерной наплавки поверхности поршневого штока для повышения его износостойкости, коррозионной стойкости и твердости.
Производство поршней
1. Выбор материала: обычно используются кованые детали или материалы из медных сплавов, чтобы снизить вес и обеспечить хорошую износостойкость.
2. Механическая обработка: проведение механической обработки кованого поршня для обработки наружного диаметра, внутреннего отверстия, канавок для поршневых колец и других частей.
3. Установка поршневых колец: установка поршневых колец в канавки поршня для обеспечения герметичности.
Производство других деталей
1. Производство торцевых крышек: для торцевых крышек обычно используются поковки или литой стальной материал, которые производятся с помощью литья, механической обработки и других технологий, в результате чего получаются монтажные отверстия, уплотнительные канавки и другие элементы.
2. Производство уплотнений: для уплотнений обычно используются резиновые или полиуретановые токарные изделия и другие материалы, которые производятся с помощью формования в пресс-формах и других технологий, что обеспечивает точность размеров и герметичность.
Сборка
1. Очистка деталей: все детали подвергаются очистке для удаления масляных загрязнений, примесей и т. д.
2. Предварительная сборка: производится предварительная сборка поршня, поршневого штока и других деталей с проверкой зазоров и плавности движения.
3. Установка уплотнений: уплотнения правильно устанавливаются в соответствующие места для обеспечения надежной герметичности.
4. Общая сборка: осуществляется общая сборка цилиндра, поршневого штока, поршня, торцевых крышек и других деталей; в процессе сборки необходимо соблюдать порядок и направление установки всех деталей.
5. Наладка: проводится наладка собранного гидравлического цилиндра, проверяется плавность движения, качество уплотнения и т. д.
Контроль
1. Визуальный осмотр: проводится проверка внешнего вида гидравлического цилиндра на наличие дефектов, таких как вмятины, царапины, поры и т. д.
2. Контроль точности размеров: с помощью измерительных приборов проверить ключевые размеры гидравлического цилиндра, чтобы убедиться, что они соответствуют проектным требованиям.
3. Проверка герметичности: с помощью испытаний под давлением и других методов проверить герметичность гидравлического цилиндра, чтобы убедиться в отсутствии утечек.
4. Испытания рабочих характеристик: провести испытания рабочих характеристик гидравлического цилиндра, такие как испытания под давлением, испытания скорости и т. д., чтобы проверить, соответствует ли он эксплуатационным требованиям.
Описание
маркер
1. Обеспечение привода и движения: благодаря давлению гидравлического масла обеспечивается соответствующее движение таких узлов, как режущая головка, отвал и задняя опора, например подъем, выдвижение и поворот режущей головки, подъем отвала, подъем и опускание задней опоры, что позволяет выполнять различные рабочие операции проходческого комбайна.
2. Обеспечение точного управления: позволяет точно контролировать положение и скорость движения всех узлов, удовлетворяя требованиям различных условий проходки. Например, при резании угля и горной породы различной твердости можно регулировать скорость подачи режущей головки и усилие резания путем изменения давления и расхода в гидравлических цилиндрах.
3. Обеспечение опоры и устойчивости: гидравлический цилиндр задней опоры поддерживает корпус проходческого комбайна во время работы, обеспечивая его устойчивость в процессе резания и предотвращая колебания или смещение корпуса; передний опорный цилиндр обеспечивает опору для грунта перед рабочим фронтом, предотвращая обрушение и обеспечивая безопасность работы.
4. Передача силы и крутящего момента: передача силы и крутящего момента, создаваемых гидравлической системой, на различные рабочие узлы, что позволяет режущей головке развивать достаточное усилие резания для дробления угля и горной породы, а также обеспечивает достаточную тягу и приводную силу ходовых узлов, таких как гусеницы, гарантируя нормальное передвижение и работу проходческого комбайна в сложных геологических условиях.
связаться с нами
Сопутствующие популярные продукты


Зубья из легированной стали
1. Режущая головка из твердого сплава: «передовое лезвие» для резки горной породы, расположенное на самом верху режущего зубца, изготовлено из высокопрочного карбида вольфрама, сочетающего в себе сверхвысокую твердость и превосходную износостойкость. Оно выдерживает сильные режущие удары при работе с угольной породой и твердыми горными породами, отличается остротой и долговечностью, обеспечивая легкую и эффективную резку горной породы. Это гарантирует эффективность резки изначально, не боится сложных и суровых условий эксплуатации и всегда сохраняет мощную режущую силу. 2. Корпус зубца: «прочное основание» для надежной опоры изготовлено из высококачественной низколегированной конструкционной стали методом точной ковки. Являясь основной опорой для твердосплавного режущего элемента, он прочно удерживает его, обеспечивая плотное соединение режущего элемента с корпусом зубца. Кроме того, снаружи корпуса зубца имеется специальный износостойкий защитный слой, обеспечивающий двойное укрепление, что гарантирует стабильность конструкции, а также защищает от износа во время работы, продлевая общий срок службы. 3. Износостойкие наплавленные кольца: «защитная броня», продлевающая срок службы, тщательно расположена вокруг корпуса зубца. Толщина наплавленного слоя точно контролируется в пределах 2–3 мм, а благодаря применению профессиональной технологии наплавки он получается однородным и плотным, что значительно повышает износостойкость поверхности зубца. При длительном высокоинтенсивном трении это эффективно снижает износ зубца, предотвращает его преждевременный выход из строя, делает зубцы более прочными и долговечными, а также снижает частоту их замены. 4. Переходная шейка: «зона амортизации напряжений», оптимизированная с точки зрения распределения нагрузки, является ключевой переходной зоной между зубчатой головкой и хвостовиком, а также основной зоной концентрации напряжений в режущем зубце. Компания An’erlun специально применила оптимизированную конструкцию с закругленными углами, что позволяет эффективно распределять сосредоточенные напряжения, возникающие во время работы, предотвращая поломку и разрушение режущего зубца под воздействием ударных нагрузок, повышая прочность конструкции и обеспечивая более стабильную и безопасную работу режущего зубца. 5. Шток: точно подогнанный «надежный соединительный элемент» имеет стандартизированную цилиндрическую конструкцию, что позволяет идеально устанавливать его в соответствующий держатель, обеспечивая удобство монтажа и плотное прилегание. В штоке предусмотрена специальная канавка для стопорной пружины, которая обеспечивает точное позиционирование и предотвращает выпадение, исключая проблемы с ослаблением или отрывом во время работы. Это гарантирует бесшовное соединение режущего зубца с оборудованием, стабильную передачу режущей силы и соответствие требованиям различных видов добывающего оборудования. 6. Центральная ось: точно обработанная «основная опорная линия» проходит через симметричную центральную линию всего режущего зубца и является основной опорной линией для обработки, сборки и анализа нагрузок режущих зубцов An’erlun. Строгое соблюдение центральной оси позволяет контролировать точность обработки, гарантировать симметричность конструкции режущего зубца и равномерное распределение нагрузки, а также избежать эксцентричного износа, благодаря чему каждый режущий зубец сочетает в себе точность и качество, а его рабочие характеристики всегда остаются на высоком уровне.

Основание для зубьев роторного бурения
Обычно изготовлены из высокопрочной легированной стали и имеют уникальную форму и конструкцию.

Отрезные зубья серии U95
Наименование: резцовые отрезные зубья (конические отрезные зубья) Модель изделия: U95-55-30D U95-60-35D

Гидроцилиндр перегрузчика
Проходной цилиндр: Он в основном используется для обеспечения общего перемещения печатной машины, чтобы она могла двигаться синхронно с продвижением рабочей поверхности и обеспечивать плавную транспортировку по каналу.
Зубьев для валков AEL160
Обеспечивает точное место установки зубьев, гарантируя, что зубья расположены на валке в соответствии с проектными требованиями, что позволяет эффективно резать уголь и породу.

Втулка шестерни
1. Функция Защита держателя зубьев: во время резки втулка зубьев снижает износ держателя зубьев, вызванный режущими зубьями, тем самым продлевая срок службы держателя зубьев и снижая затраты на техническое обслуживание оборудования. Поглощение ударов: частично амортизирует ударные нагрузки, возникающие на режущих зубьях во время работы, обеспечивая более плавную передачу режущих сил на держатель зубьев и барабан. Это повышает общую стабильность и надежность режущей системы. 2. Конструктивные особенности Форма и размеры: как правило, имеет цилиндрическую форму, его внутренний диаметр соответствует хвостовику режущего зуба, а внешний диаметр совпадает с монтажным отверстием держателя зубьев. Длина варьируется в зависимости от различных режущих барабанов и моделей зубьев. Выбор материала: как правило, изготавливаются из высокопрочных, износостойких легированных сталей, таких как 20CrNiMo или 42CrMo. Благодаря процессам термообработки, включая цементацию и закалку, поверхность втулки достигает высокой твердости и износостойкости, сохраняя при этом хорошую внутреннюю прочность. 3. Типы В зависимости от сценариев эксплуатации и конструкции барабанов, втулки зубьев подразделяются на вращающиеся и невращающиеся. Вращающиеся втулки позволяют относительное вращение режущих зубьев относительно гнезда зуба во время работы, что подходит для большинства угольных резаков и проходческих комбайнов. Невращающиеся втулки имеют фиксированное соединение между втулкой и гнездом зуба, при этом зубья вращаются только вместе с оборотами барабана. Они обычно используются в специализированных применениях или там, где допустим уменьшенный износ зубьев. 4. Установка и техническое обслуживание Во время установки зубная втулка должна быть правильно вставлена в отверстие держателя зубьев. Затем режущий зуб вставляется в втулку и фиксируется от смещения с помощью удерживающих устройств, таких как стопорные кольца. Регулярная проверка износа зубных втулок является необходимым условием во время эксплуатации оборудования. В случае обнаружения значительного износа необходимо незамедлительно произвести замену, чтобы обеспечить нормальную работу режущих зубьев и эффективность резки. 5. Процесс производства зубных втулок: 1) Подготовка сырья Выберите подходящие марки стали, такие как высококачественные легированные конструкционные стали, например 20CrNiMo или 42CrMo. Проверьте сертификаты качества материала, чтобы убедиться, что химический состав и механические свойства соответствуют спецификациям. Проведите проверки стали, включая испытания на твердость и металлографический анализ, чтобы исключить внутренние дефекты. 2) Ковка Нагрейте сталь до соответствующего диапазона температур ковки. Используйте методы штамповой ковки, включая несколько операций, таких как осадка и волочение, для усовершенствования внутренней структуры стали. Этот процесс повышает плотность и однородность, тем самым улучшая общие механические свойства втулки зубьев. Ковка дает грубую форму заготовки втулки зубьев, обеспечивая точность размеров и качество поверхности, что создает прочную основу для последующей механической обработки. 3) Механическая обработка Черновая обработка: выполняются токарные, фрезерные и другие операции черновой обработки кованой заготовки для удаления большей части лишнего материала, формируя основную форму втулки шестерни с сохранением соответствующих припусков на окончательную обработку. Окончательная обработка: с помощью высокоточных токарных станков выполняются операции окончательной обработки втулки шестерни, обеспечивая точность размеров и шероховатость поверхности в соответствии с проектными спецификациями. Одновременно обрабатываются такие детали, как монтажные отверстия и пазы для стопорных колец. 4) Термообработка Закалка: быстрое охлаждение вызывает мартенситное преобразование, повышая твердость и прочность поверхности. Скорость охлаждения строго контролируется во время закалки, чтобы предотвратить появление дефектов, таких как растрескивание. Отпуск: Отпуск после закалки устраняет напряжения закалки, стабилизирует микроструктуру и размеры, повышает прочность втулки и предотвращает хрупкое разрушение во время эксплуатации. 5) Контроль качества Твердость измеряется в различных точках с помощью твердомера для проверки соответствия проектным спецификациям. Для проверки размерных данных используются штангенциркули и микрометры, что обеспечивает соблюдение допусков в пределах установленных ограничений. 6) Сборка и упаковка Соберите обработанную втулку шестерни с другими соответствующими компонентами, например, установите стопорные кольца и уплотнения. После сборки втулка шестерни проходит очистку и сушку, а затем упаковывается в подходящие материалы для предотвращения повреждений и коррозии во время транспортировки и хранения.
Перевозчик оборудования
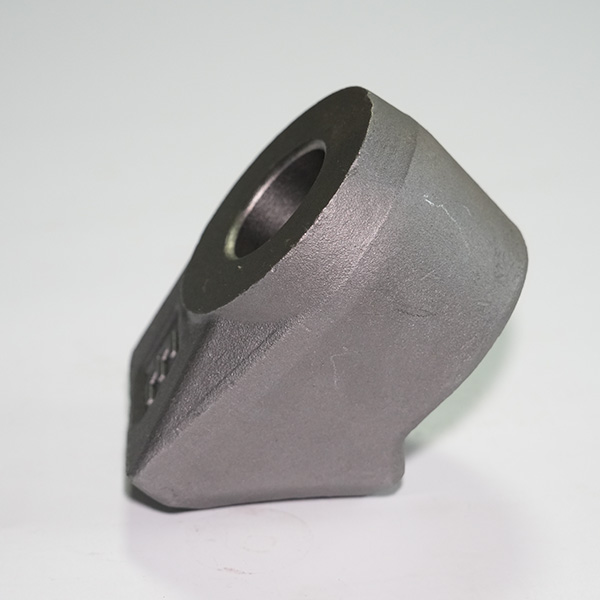
Держатель зубьев служит основным компонентом режущего зубчатого узла, выполняя в первую очередь ф...
Гидравлический цилиндр для самоперемещающейся заднего вала в горнодобывающей промышленности
I. Обзор гидравлического цилиндра для самоходного хвостовика; 1. Конструкция; в основном состоит ...

Серводвигатель высоты угольного резака
Название продукта: технические характеристики и модели подъемных цилиндров (поворотных телескопических цилиндров)

Основание для зубьев проходческого комбайна
Соединяется с корпусом головки сваркой, чтобы обеспечить угол и надежность сварки основания с головкой.
Описание зубьев для валков угольного резака
Выбор подходящей стали, такой как 20CrNiMo или 42CrMo, высококачественная легированная конструкционная сталь.

Нарезаемых зубьев S135-80-25(30)
Название продукта: Зубья в форме мотыги Модель продукта: S135-80-25, S135-80-30

Барабан угледобывающей машины
1. Снижение затрат и повышение эффективности: длительный срок службы, сокращение простоев на замену, повышение коэффициента готовности 2. Безопасность и стабильность: надежная сварка, распыление в соответствии с требованиями, пригодность для рабочих участков с высоким содержанием метана и твердых пород 3. Сервис: быстрое реагирование, стабильные поставки, оперативное послепродажное обслуживание. В угледобыче режущие механизмы — это главное

Стоечные опоры гидравлических подъемников
В соответствии с национальными стандартами и техническими условиями; порядок внедрения GB/25974.2-2010
Перевозчик оборудования
1. Функция Установка режущих зубьев: обеспечивает точное положение режущих зубьев, гарантируя их расположение на режущем барабане в соответствии с проектными спецификациями для эффективной резки угля и горных пород. Передача силы: во время резки передает вращательную и тяговую силы от режущего барабана к режущим зубьям, позволяя им преодолевать сопротивление угля и горных пород для эффективного дробления. Защита барабана: обеспечивает частичную защиту корпуса режущего барабана, снижая прямой износ и ударное воздействие угля и породы, что продлевает срок службы барабана. 2. Конструктивные особенности Форма: обычно блочная или цилиндрическая. Форма и размеры варьируются в зависимости от конструкции режущего барабана и расположения режущих зубьев в соответствии с различными условиями добычи угля. Материал: как правило, изготавливается из высокопрочной, износостойкой легированной стали. Благодаря таким процессам, как ковка и термообработка, он обладает превосходной прочностью, вязкостью и износостойкостью, способен выдерживать огромное давление и ударные силы во время режущих операций. Способ соединения: способ соединения с режущим барабаном заключается в приваривании держателя зубьев к барабану. Приваренные держатели зубьев обеспечивают надежное соединение, способное выдерживать значительные силы, хотя их обслуживание и замена относительно затруднительны. 4. Метод расположения Расположение держателей зубьев на режущем барабане напрямую влияет на эффективность резки и потребление энергии. Оптимальное расположение определяется такими факторами, как диаметр барабана, скорость вращения, скорость тяги комбайна и свойства угля/горной породы. Это обеспечивает равномерное режущее действие, минимизирует износ зубьев и расход энергии, а также повышает общую эффективность резки. 5. Техническое обслуживание и уход Регулярно проверяйте износ держателей зубьев. Своевременно заменяйте сильно изношенные держатели, чтобы сохранить точность установки режущих зубьев и рабочие характеристики. Кроме того, следите за чистотой соединения между держателем зубьев и режущим зубьем, предотвращая попадание угольной пыли, пустой породы и других примесей в зазор соединения. Это предотвращает помехи нормальной работе режущих зубьев и продлевает срок службы держателей зубьев.
-


-



QR-код веб-сайта

-
QR-код мобильного
телефона