



Выбор подходящей стали, такой как 20CrNiMo или 42CrMo, высококачественная легированная конструкционная сталь.
При выборе оснований используются материалы, подходящие для добычи угля и породы, после чего они подвергаются ковке, механической обработке, обработке поверхности, термообработке, закалке и отжигу для повышения вязкости и стабильности основания, что обеспечивает хорошие комплексные механические свойства. В заключение, на поверхность основания наносится износостойкое покрытие или проводится лазерное наплавление, чтобы повысить твердость и износостойкость основания.

Нарезаемых зубьев S135-70-35
Описание зубьев S135-70-35 Значение S135:Обозначает серию модели зубьев, обычно указывая на общие характеристики дизайна и конструкции зубьев, подходящих для определенных типов угольных машин, проходческих машин и других оборудования. 70:Об...

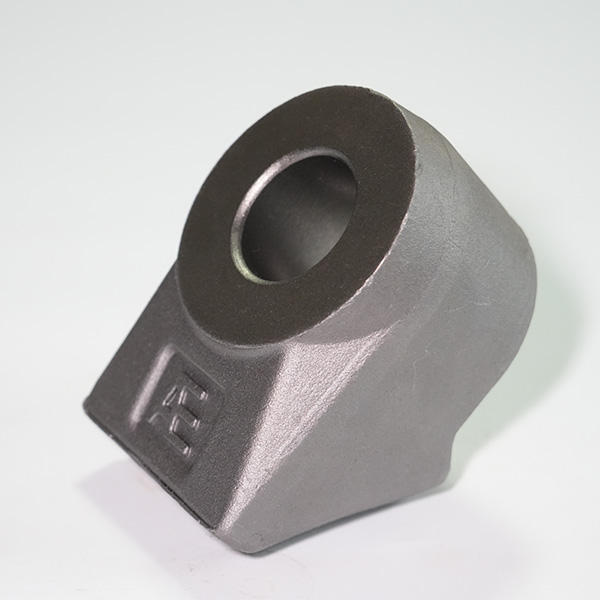
Основание для зубьев проходческого комбайна
Основание зубьев для проходческой машины Соединяется с корпусом головки сваркой, чтобы обеспечить угол и надежность сварки основания с головкой. Основание зубьев изготавливается методом ковки, что улучшает внутреннюю структуру материала, де...
Зубьев для валков AEL160
Обзор основания зубьев для валков Функция Установка зубьев:Обеспечивает точное место установки зубьев, гарантируя, что зубья расположены на валке в соответствии с проектными требованиями, что позволяет эффективно резать уголь и породу. Защи...

Описание зубьев для валков угольного резака
Обзор зубьев для валков Структурные особенности Обычно имеют цилиндрическую форму, внутренний диаметр соответствует хвостовику зуба, внешний диаметр подходит для монтажного отверстия основания зуба, длина варьируется в зависимости от различ...
Выбор подходящей стали, такой как 20CrNiMo или 42CrMo, высококачественная легированная конструкционная сталь.

Гидроцилиндр самоходного устройства
Cортировать Проходной цилиндр: используется для перемещения хвостовика самоходной машины вперед в целом, для обеспечения синхронного движения с печатной машиной и для удовлетворения потребностей рабочей поверхности в движении. Горизонтальны... 
Гидроцилиндр перегрузчика
Прикладная среда Проходной цилиндр: Он в основном используется для обеспечения общего перемещения печатной машины, чтобы она могла двигаться синхронно с продвижением рабочей поверхности и обеспечивать плавную транспортировку по каналу. Гори... 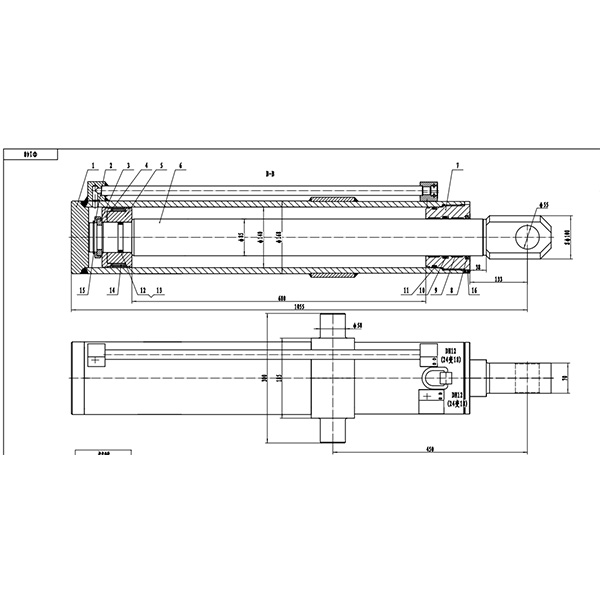
Гидравлический жидкостный домкрат
Типы гидравлических кронштейновых домкратов Проходной домкрат: используется для выдвижения передней транспортной плоскости и вытягивания кронштейна. Балансировочный домкрат: Используется для регулировки угла наклона верхней и задней балок. ... 
Стоечные опоры гидравлических подъемников
Производственный процесс В соответствии с национальными стандартами и техническими условиями; порядок внедрения GB/25974.2-2010 Ковка Обработка ковкой: Для ковки днища цилиндра, направляющей втулки и поршня используются материалы 27SiMn и 4... 
Гидроцилиндр проходческого комбайна
Типы масляных баллонов TBM Название продукта:Подъемный цилиндр режущей головки, телескопический цилиндр режущей головки Цилиндр режущей части: он включает в себя цилиндр подъема режущей головки и телескопический цилиндр режущей головки. Пер... 
Серводвигатель высоты угольного резака
Название продукта Tехнические характеристики и модели подъемных цилиндров (поворотных телескопических цилиндров); диаметры цилиндров (внутренние диаметры)¢140 ¢160 ¢180 ¢200 ¢220 ¢230 ¢260 ¢280 ¢320 )И множество других моделей и разновидно... Наши новости

04
06/2026Капитальный ремонт гидроцилиндров на предприятии «Шаньси Аньэрлунь»: обновление изношенного оборудования для стабильной добычи угля
Недавно ремонтный цех компании «Шаньси Аньэрлунь» по производству горного оборудования встретил насыщенную рабочую атмосферу. Десятки крупногабаритных отработанных гидроцилиндров с отметками многолетней подземной эксплуатации аккуратно расставлены для предстоящего ремонта. Данные узлы доставлены из крупных угольных шахт провинции Шаньси, здесь они пройдут полный цикл восстановительных работ для повторного ввода в эксплуатацию на добычных забоях. Массовый заказ на капитальный ремонт гидравлического оборудования подтверждает высокое доверие угледобывающих предприятий к техническому потенциалу компании, демонстрируя ответственность местного производителя горной техники за оптимизацию затрат угольной отрасли и развитие циркулярной экономики. Гидроцилиндр является «сердцем силовой установки» гидравлических стоек очистных комплексов, угледобывающих и проходческих комбайнов. В условиях глубинных шахтных выработок детали постоянно подвергаются переменному давлению 25–42 МПа, совершают возвратно-поступательные движения с частотой 8–15 циклов в минуту, контактируют с угольной пылью, острыми краями породы и агрессивными шахтными водами. По результатам выборочного осмотра возвращаемых на ремонт узлов: у 62% поршневых штоков выявлены продольные царапины глубиной 0,2–2,1 мм и отслоение хромового покрытия из-за коррозии; у 31% внутренней поверхности цилиндра присутствуют бороздчатые повреждения глубиной 0,3–3,5 мм, приводящие к превышению нормы внутренней утечки жидкости на 30–80%; оставшиеся 7% изделий имеют износ посадочных отверстий шарнирных проушин на 1,5–5 мм и усталостные трещины, уплотнительные элементы потеряли эластичность, их остаточная деформация превышает допустимые стандарты на 25%. Все эти дефекты становятся причиной падения давления гидросистемы и замедления работы шахтного оборудования. Ранее шахты предпочитали полную замену повреждённых узлов на новые: стоимость одного крупного гидроцилиндра составляет десятки тысяч юаней, срок поставки новой продукции достигает 15–30 суток, а вынужденный простой производства из-за отсутствия оборудования обходится предприятиям в сотни тысяч юаней за день. Компания «Аньэрлунь», имеющая многолетний опыт обслуживания горной техники Шаньси и Шэньси, специализируется на восстановительном ремонте гидравлических узлов с применением передовых технологий лазерной наплавки, прецизионного хонингования и газотермического напыления металлов. После ремонта эксплуатационные показатели восстановленных цилиндров соответствуют параметрам новых аналогов, при этом стоимость ремонта составляет менее 60% цены нового изделия, благодаря чему компания завоевала доверие множества угледобывающих предприятий региона. В производственном цехе стоят отработанные гидроцилиндры с облупившимся защитным лакокрасочным покрытием, загрязнённые угольной пылью и покрытые коррозией, их штоки и шарнирные концы имеют явные следы износа после многолетней интенсивной работы под землёй. По словам инженеров предприятия, каждый поступающий на ремонт цилиндр проходит семь строгих технологических этапов восстановления: разборка и диагностика дефектов, неразрушающий контроль для поиска внутренних трещин, устранение повреждений методом наплавки, механическая обработка до номинальных размеров, подбор высоконагнетательных специализированных уплотнителей, гидравлические испытания на герметичность и финальная проверка рабочего давления. Царапины внутренней стенки цилиндра обрабатываются на прецизионном хонинговальном станке, повреждённые штоки восстанавливаются лазерной наплавкой с последующей шлифовкой, все уплотнители заменяются на новые детали, рассчитанные на экстремальные шахтные нагрузки. Готовые изделия проходят испытание под давлением, равным 125% от номинального рабочего, с выдержкой в течение четырёх часов; отсутствие утечек жидкости является обязательным условием перед отгрузкой заказчику. «Шаньси Аньэрлунь» – ведущий местный производитель горного оборудования с десятилетней историей, компания занимается изготовлением и восстановительным ремонтом барабанов угледобывающих комбайнов, головок проходческих машин, гидроцилиндров и домкратов гидравлических стоек. Производственная база оснащена полным комплектом оборудования для механической обработки, дефектоскопии и гидравлических испытаний, рабочие инженерные группы имеют более десяти лет практического опыта по ремонту гидравлики. Благодаря выгодному географическому расположению в провинции Шаньси предприятие организует самовывоз повреждённых узлов с шахт, выполняет экстренный ремонт за 72 часа, устраняя риски длительного простоя производства, география обслуживания охватывает десятки крупных шахт северной и центральной части Шаньси, а также соседней провинции Шэньси. Восстановление отработанных гидроцилиндров является важным элементом циркулярной экономики и позволяет угледобывающим предприятиям оптимизировать эксплуатационные расходы. С переходом угольной отрасли на экономичную и низкоуглеродную модель ведения хозяйства устаревшая практика замены оборудования при малейшем повреждении постепенно уходит в прошлое, а профессиональное восстановление узлов становится общепринятой отраслевой практикой. Руководство компании отмечает планы по модернизации технологий ремонта, расширению производственных линий лазерной наплавки и освоению ремонта крупногабаритных цилиндров для сверхвысоких очистных комплексов и тяжёлой проходческой техники. Опираясь на промышленный потенциал угольного региона Шаньси, «Аньэрлунь» продолжит совершенствовать сервис восстановления оборудования, обеспечивая безопасную, эффективную и экологичную работу угледобывающей отрасли Китая.

02
06/2026Глубокое освоение российского угольного рынка: компания «Аньэрлунь» из провинции Шаньси приняла участие в Международной горной выставке в Новокузнецке 2026 года
Недавно в Новокузнецке открылась Международная выставка горного оборудования 2026 года. Это одна из наиболее авторитетных специализированных отраслевых выставок Сибирского федерального округа России, где собрались ведущие производители горной техники, комплектующих и гидравлического оборудования со всего мира. ООО «Шаньси Аньэрлунь по производству горного оборудования» представило на своем стенде полную линейку ключевой продукции: режущие элементы угледобывающих комбайнов, шахтные гидроцилиндры, комплектующие для проходческих машин. При поддержке выставочной платформы предприятие налаживает прямые контакты с российскими покупателями и региональными агентами, последовательно формируя сеть дистрибуции на территории РФ. Новокузнецк расположен в центре Кузнецкого угольного бассейна, ядра российской угледобывающей отрасли. В регионе сосредоточено множество крупных и средних угольных шахт и горных предприятий, поэтому здесь постоянно сохраняется высокий спрос на качественные комплектующие для добычи и гидравлическое оборудование китайского производства. Компания «Аньэрлунь» заранее ориентировалась на потребности Кузбасских шахт: оформление стенда выполнено с использованием русско-китайских надписей, отдельные стенды посвящены условиям сотрудничества с агентами. На экспозиции представлены реальные образцы спиральных барабанов и зубьев угледобывающих комбайнов, шахтных гидравлических домкратов, режущих головок проходческих машин. Благодаря демонстрации изделий от расходных деталей до комплектов гидравлических узлов посетители могут в полной мере оценить производственный потенциал компании. В дни работы выставки стенд компании посетили многочисленные представители горных предприятий и потенциальные агенты из Сибири и Урала. Китайские специалисты вместе с переводчиками проводят индивидуальные консультации: рассказывают о технологиях изготовления изделий, их эксплуатационных характеристиках и схемах послепродажного обслуживания. Особое внимание уделяется преимуществам продукции, адаптированной под сложные условия подземной добычи России: повышенной износостойкости материалов и устойчивости гидравлических систем к высокому давлению. Многие гости изучают каталоги, фиксируют технические параметры и обсуждают условия оптовых закупок и эксклюзивного регионального представительства. В рамках выставки реализуется программа поиска российских партнеров: требования к агентам предполагают наличие не менее трех лет опыта работы в горной отрасли, собственных складских площадей и возможностей технической поддержки клиентов на местах. Благодаря отлаженной производственной цепочке компания помогает российским дистрибьюторам развивать поставки комплектующих на местные шахты. На протяжении нескольких лет «Аньэрлунь» специализируется на разработке и изготовлении оборудования для угледобычи, изделия предприятия подходят для эксплуатации как на открытых, так и на подземных разрезах России. Благодаря стабильному качеству и развитой системе трансграничного сервиса компания уже много лет поставляет продукцию нескольким крупным шахтам Сибири. Участие в новокузнецкой выставке позволяет одновременно заключать разовые пробные заказы и расширять агентскую сеть РФ с опорой на Кузбасс с последующим охватом угледобывающих регионов Дальнего Востока и Урала. Сегодня развитие российско-китайского торгово-экономического сотрудничества создает благоприятные условия для экспорта горной техники. Руководство компании заявило, что по итогам выставки будет продолжать дорабатывать продукцию под конкретные потребности российских шахт, развивать систему складского хранения и локального сервисного обслуживания на территории РФ. Предприятие наращивает долю присутствия на рынке горного оборудования русскоязычных стран, обеспечивая бесперебойные поставки качественной китайской продукции конечным потребителям российской угледобывающей отрасли.

31
05/2026Интеллектуальная модернизация ускоряется, зеленая трансформация набирает темпы: горнодобывающее оборудование для угольных шахт вступает в золотой период высококачественного развития
Под совместным продвижением национальной стратегии энергетической безопасности, интеллектуализации шахт и целей «углеродной нейтральности и углеродного пика» отрасль горнодобывающего оборудования для угольных шахт Китая получает двойные возможности структурной модернизации и масштабного роста. В настоящее время отрасль перешла от этапа массового внедрения традиционной механизации к новому этапу высококачественного развития с глубокой интеграцией интеллектуализации, экологичности, высокой эффективности и безопасности. Рыночный спрос постоянно растет, а результаты технологических инноваций активно внедряются на практике, обеспечивая надежную техническую поддержку стабильной добычи угля, гарантии поставок и фундаментальной безопасности угледобывающей отрасли. Государственная политика придает мощный импульс развитию отрасли. В последние годы государство приняло ряд нормативных актов по интеллектуализации шахт, производственной безопасности, экологии и низкоуглеродному развитию. Установлены жесткие целевые показатели: к 2026 году доля интеллектуализированных производственных мощностей на угольных шахтах страны составит не менее 60%, а доля замены персонала на интеллектуальное оборудование на опасных и трудоемких рабочих местах — не менее 30%. Это способствует одновременно технической модернизации действующих шахт и строительству новых шахт по высоким стандартам. Под влиянием политики новые информационные технологии — 5G, искусственный интеллект, промышленный интернет, цифровые двойники — глубоко интегрируются с основным горнодобывающим оборудованием: угольными комбайнами, гидравлическими крепями, ленточными конвейерами и проходческими комбайнами. Основным направлением развития отрасли стало «замена людей механизацией, сокращение персонала автоматизацией и полная автоматизация рабочих мест за счет интеллектуальных технологий». Интеллектуальное оборудование является основным драйвером роста рынка. На сегодняшний день уровень механизации добычи угля в Китае превышает 99%. Фактор роста смещается с решения задачи «наличия оборудования» на повышение его «качества». Резко возрос спрос на комплексное оборудование для интеллектуальной комплексной разработки угольных пластов, скоростной проходки горных выработок, прогнозирования аварий и беспилотного транспорта. Интеллектуальные угольные комбайны, оснащенные технологиями распознавания породно-угольной массы на основе искусственного интеллекта и адаптивной резки, позволяют в режиме реального времени корректировать параметры резки, повышая эффективность добычи и коэффициент извлечения полезных ископаемых. Гидравлические крепи с электрогидравлическим управлением работают в режиме групповой координации, их скорость отклика значительно возросла, что обеспечивает безопасность кровли горных выработок. Комплексные системы совмещенной проходки, крепления и транспортировки увеличивают скорость проходки в 2–3 раза по сравнению с традиционными технологиями, эффективно решая проблемы строительства горных выработок. Масштабное внедрение полного покрытия шахт сетями 5G, беспилотных карьерных самосвалов, интеллектуальных роботов-инспекторов и платформ управления на основе цифровых двойников позволяет угольным шахтам перейти от ручного дежурства к дистанционному управлению с поверхности при минимальном присутствии персонала или его полном отсутствии под землей. Число работников на подземных объектах сокращается, а возможности предотвращения крупных рисков и аварий значительно укрепляются. Зеленая и низкоуглеродная трансформация провоцирует волну обновления оборудования. В рамках достижения целей «углеродной нейтральности и углеродного пика» ключевыми конкурентными преимуществами горнодобывающего оборудования стали низкое энергопотребление, минимальные выбросы и высокая производительность. Широкое применение технологий частотного регулирования энергосбережения, рекуперации энергии и легких конструкционных материалов позволило снизить энергопотребление основного оборудования на 20–30%, а также эффективно ограничить пылеобразование и шумовое загрязнение. Быстро растет доля экологичной продукции: карьерных самосвалов на электропитании, буровых установок на водородном топливе и энергосберегающего транспортного оборудования. Одновременно увеличивается спрос на сопутствующее экологическое оборудование для пылеподавления, шумоизоляции, отвода метана и очистки шахтных вод. Кроме того, технологии экологичной добычи стимулируют активное развитие специализированного оборудования для закладочной добычи и добычи с сохранением водных ресурсов, способствуя сочетанию угледобычи с охраной окружающей среды и соблюдению стандартов экологически чистых шахт. Отдельные сегменты рынка демонстрируют дифференцированный рост. Оборудование для интеллектуальной комплексной разработки угольных пластов сохраняет лидирующие позиции, его доля на рынке постоянно увеличивается. Проходческие комбайны для твердых пород и интеллектуальное крепежное оборудование получают большой объем заказов благодаря росту потребностей в разработке глубинных месторождений и месторождений со сложными геологическими условиями. Горные роботы перешли от опытной эксплуатации к массовому внедрению: они заменяют персонал на опасных рабочих местах при инспекции, аварийно-спасательных работах, добыче и креплении горных выработок, становясь наиболее динамично развивающимся сегментом. На рынке корпоративных клиентов крупные угледобывающие компании и поставщики шахтного оборудования активно развивают сотрудничество по централизованным закупкам и технической модернизации. Покупка отдельных единиц оборудования уступает место комплексным системным решениям. Ведущие предприятия за счет преимуществ в научно-исследовательских разработках, системной интеграции и комплексном обслуживании на протяжении всего срока эксплуатации наращивают свою долю рынка, а концентрация в отрасли повышается. Расширение внешних рынков открывает новые источники роста. Благодаря развитой производственной цепочке, выгодному соотношению цены и качества, а также передовым интеллектуальным технологиям оборудование для угольных шахт китайского производства активно экспортируется и пользуется высокой конкурентоспособностью в странах вдоль пояса и пути «Один пояс, один путь», государствах Центральной Азии и Африки. В перечень экспортной продукции входят комплексное оборудование для разработки угольных пластов, проходческие комбайны, ленточные конвейеры, гидравлические крепи и основные комплектующие. Параллельно осуществляется экспорт технологий и сервисное обслуживание: поставки перешли от простой реализации оборудования к комплексным решениям «оборудование + технологии + сервис». Это способствует повышению эффективности и стандартов безопасности угледобычи в мире, а отрасль стала важным направлением экспорта высокотехнологичного оборудования Китая. Согласно отраслевым данным, объем рынка горнодобывающего оборудования для угольных шахт Китая будет стабильно расти к 2026 году, при этом доля интеллектуального оборудования превысит 60%. Основными движущими факторами роста станут потребности в технической модернизации и обновлении оборудования. Эксперты отмечают, что в перспективе отрасль будет ориентирована на безопасность, высокую эффективность, интеллектуализацию, экологичность и надежность техники. Предприятия будут наращивать усилия по разработке ключевых технологий, преодолевая узкие места в области прозрачного геологического мониторинга, точного позиционирования и автономного принятия решений. Оборудование будет модернизироваться в направлении увеличения габаритов, комплексности, цифровизации и снижения углеродного следа. Для производителей оборудования использование возможностей обеспечения энергетической безопасности, строительства интеллектуальных шахт и зеленой трансформации, углубление научно-технических разработок, оптимизация продуктовой линейки и совершенствование системы обслуживания позволит занять лидирующие позиции в процессе высококачественного развития. Это также будет способствовать переходу угледобывающей промышленности Китая на новый этап безопасной, эффективной, экологичной и интеллектуальной работы.
-


-



QR-код веб-сайта

-
QR-код мобильного
телефона