

Продукция




-

Столб гидравлической опоры
-

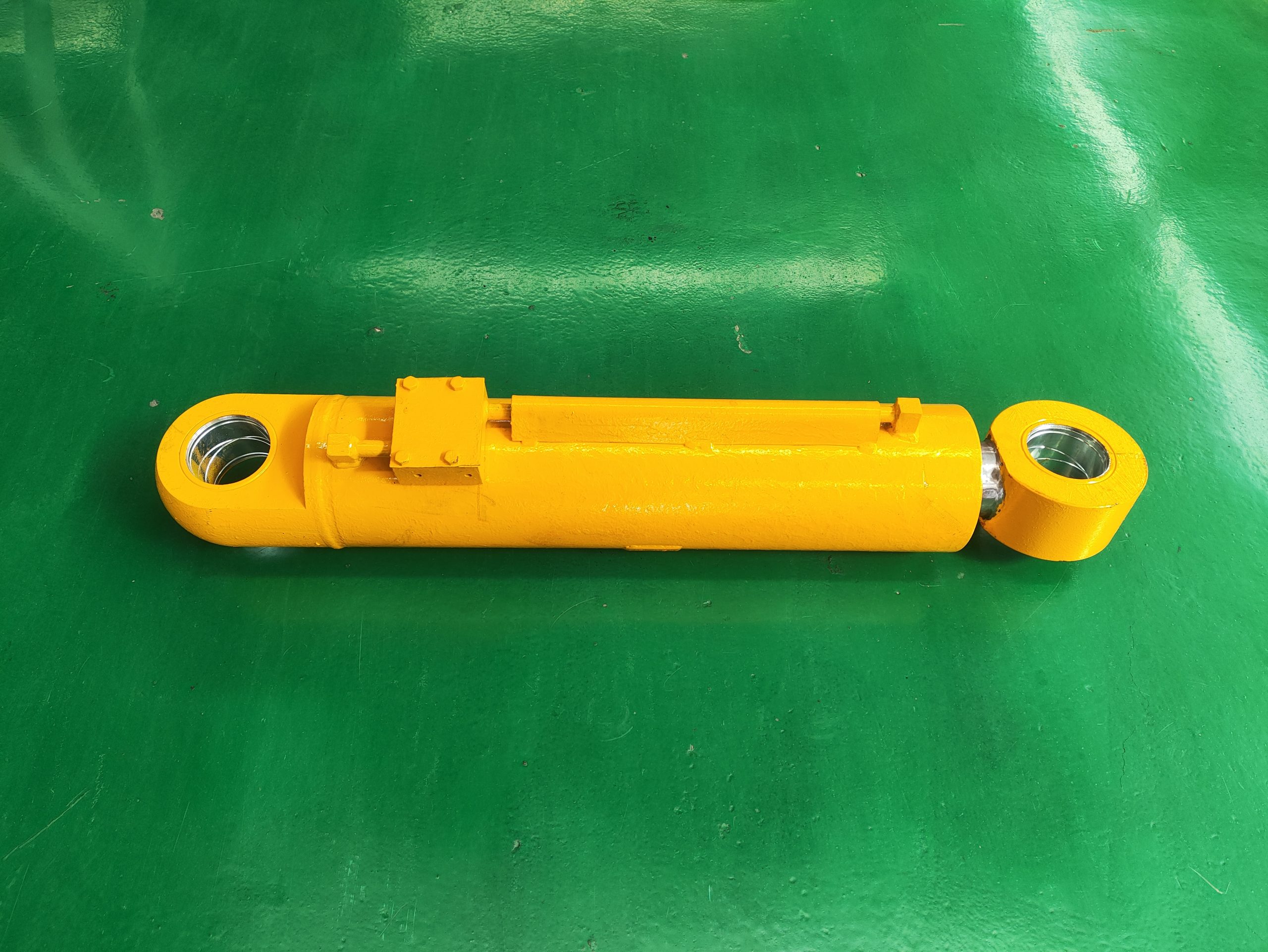
Гидроцилиндр самоходного устройства
-

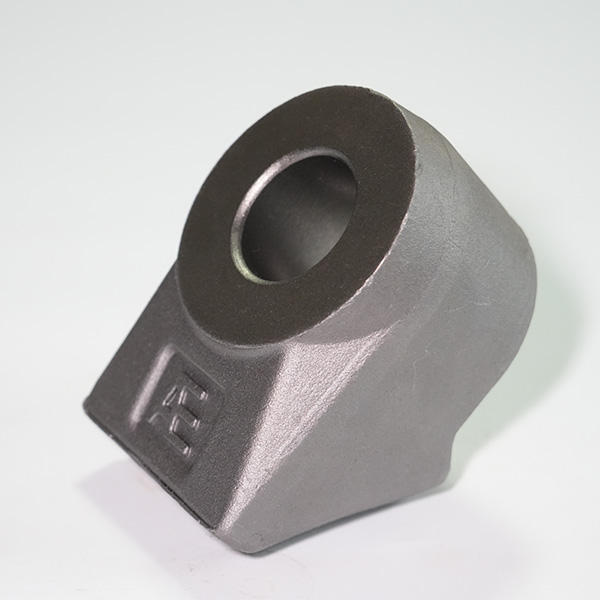
Основание для зубьев проходческого комбайна
-

Перевозчик оборудования
-
Гидравлический цилиндр подъема угледобывающего комбайна
-
Гидравлический жидкостный домкрат
-

Серводвигатель высоты угольного резака
-

Зубья из легированной стали
-
Барабан угледобывающей машины
-

Натяжной узел Yiyun
-
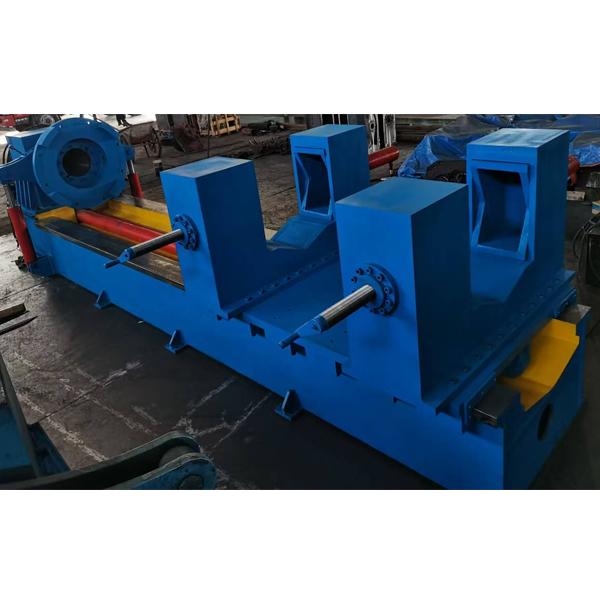
Описание оборудования для ремонта и сборки стоек
-

Джек
-

Гидроцилиндр проходческого комбайна
-

Спиральный барабан для резки угля
-

Нарезаемых зубьев S135-70-35
-

Валковые элементы








Стоечные опоры гидравлических подъемников
В соответствии с национальными стандартами и техническими условиями; порядок внедрения GB/25974.2-2010
Описание
маркер
Производственный процесс
В соответствии с национальными стандартами и техническими условиями; порядок внедрения GB/25974.2-2010
Ковка
Обработка ковкой: Для ковки днища цилиндра, направляющей втулки и поршня используются материалы 27SiMn и 42CrMo, а для выполнения операций ковки с целью повышения прочности и вязкости используется объемная штамповка.
Механическая обработка
Обработка наружного цилиндра: Материал выбирается из 27 образцов, а для обработки внутреннего отверстия цилиндра, растачивания и хонингования используется станок для расточки глубоких отверстий, так что точность размеров внутреннего отверстия достигает уровня IT7-IT8, а шероховатость поверхности достигает Ra0,8-Ra1,6 мкм. Используйте сверлильные станки или обрабатывающие центры для обработки соединительных отверстий, таких как масляные отверстия и резьбовые отверстия на внешнем блоке цилиндров.
Обработка среднего цилиндра и штока поршня: Аналогично внешнему блоку цилиндров, сначала выполняется черновая обработка, а затем чистовая обработка для обеспечения точности размеров, цилиндрической формы и шероховатости поверхности внутреннего наружного диаметра.
Обработка поверхности
Обработка твердым хромированием: Обработанные детали колонны обрабатываются твердым хромированием для повышения твердости, износостойкости и коррозионной стойкости поверхности колонны. Шлифовка или полировка после твердого хромирования,
Сборка
Очистка деталей ➡Установка уплотнения➡Сборка колонны➡Общий ввод в эксплуатацию и проверка.
Проверка и опробование
Включая испытание на устойчивость к напряжению и проверку эксплуатационных характеристик
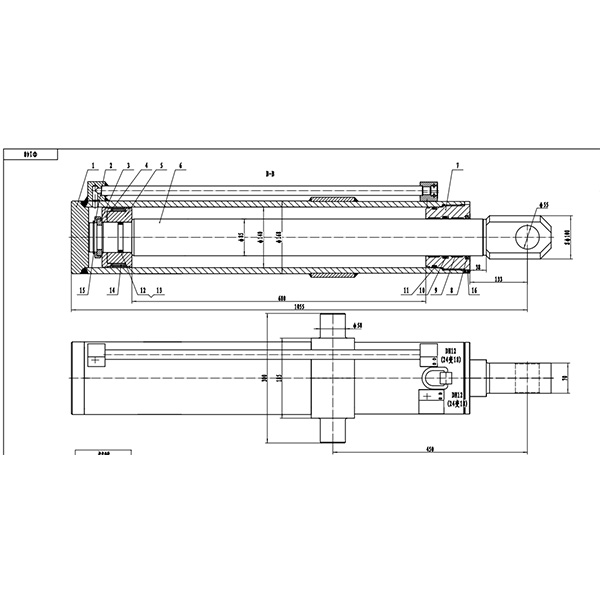
Фотографии дизайна


Главное изображение продукта






Производственный процесс



связаться с нами
Сопутствующие популярные продукты
Описание оборудования для ремонта и сборки стоек
Это позволяет быстро и с минимальными затратами труда отделить цилиндр гидравлической опорной колонны от поршня и других компонентов, значительно повышая эффективность технического обслуживания и сокращая рабочую нагрузку и время ручной разборки.
Зубьев для валков AEL160
Обеспечивает точное место установки зубьев, гарантируя, что зубья расположены на валке в соответствии с проектными требованиями, что позволяет эффективно резать уголь и породу.

Режущие зубья для спиральных режущих роликов комбайнов U170
Название продукта: режущие зубья в форме кирки (конические режущие зубья) Модель изделия; U170-68-25 U170-68-30
Зубья из легированной стали
1. Режущая головка из твердого сплава: «передовое лезвие» для резки горной породы, расположенное на самом верху режущего зубца, изготовлено из высокопрочного карбида вольфрама, сочетающего в себе сверхвысокую твердость и превосходную износостойкость. Оно выдерживает сильные режущие удары при работе с угольной породой и твердыми горными породами, отличается остротой и долговечностью, обеспечивая легкую и эффективную резку горной породы. Это гарантирует эффективность резки изначально, не боится сложных и суровых условий эксплуатации и всегда сохраняет мощную режущую силу. 2. Корпус зубца: «прочное основание» для надежной опоры изготовлено из высококачественной низколегированной конструкционной стали методом точной ковки. Являясь основной опорой для твердосплавного режущего элемента, он прочно удерживает его, обеспечивая плотное соединение режущего элемента с корпусом зубца. Кроме того, снаружи корпуса зубца имеется специальный износостойкий защитный слой, обеспечивающий двойное укрепление, что гарантирует стабильность конструкции, а также защищает от износа во время работы, продлевая общий срок службы. 3. Износостойкие наплавленные кольца: «защитная броня», продлевающая срок службы, тщательно расположена вокруг корпуса зубца. Толщина наплавленного слоя точно контролируется в пределах 2–3 мм, а благодаря применению профессиональной технологии наплавки он получается однородным и плотным, что значительно повышает износостойкость поверхности зубца. При длительном высокоинтенсивном трении это эффективно снижает износ зубца, предотвращает его преждевременный выход из строя, делает зубцы более прочными и долговечными, а также снижает частоту их замены. 4. Переходная шейка: «зона амортизации напряжений», оптимизированная с точки зрения распределения нагрузки, является ключевой переходной зоной между зубчатой головкой и хвостовиком, а также основной зоной концентрации напряжений в режущем зубце. Компания An’erlun специально применила оптимизированную конструкцию с закругленными углами, что позволяет эффективно распределять сосредоточенные напряжения, возникающие во время работы, предотвращая поломку и разрушение режущего зубца под воздействием ударных нагрузок, повышая прочность конструкции и обеспечивая более стабильную и безопасную работу режущего зубца. 5. Шток: точно подогнанный «надежный соединительный элемент» имеет стандартизированную цилиндрическую конструкцию, что позволяет идеально устанавливать его в соответствующий держатель, обеспечивая удобство монтажа и плотное прилегание. В штоке предусмотрена специальная канавка для стопорной пружины, которая обеспечивает точное позиционирование и предотвращает выпадение, исключая проблемы с ослаблением или отрывом во время работы. Это гарантирует бесшовное соединение режущего зубца с оборудованием, стабильную передачу режущей силы и соответствие требованиям различных видов добывающего оборудования. 6. Центральная ось: точно обработанная «основная опорная линия» проходит через симметричную центральную линию всего режущего зубца и является основной опорной линией для обработки, сборки и анализа нагрузок режущих зубцов An’erlun. Строгое соблюдение центральной оси позволяет контролировать точность обработки, гарантировать симметричность конструкции режущего зубца и равномерное распределение нагрузки, а также избежать эксцентричного износа, благодаря чему каждый режущий зубец сочетает в себе точность и качество, а его рабочие характеристики всегда остаются на высоком уровне.

Зубьев для валков AEL1750
Обеспечивает точное место установки зубьев, гарантируя, что зубья расположены на валке в соответствии с проектными требованиями, что позволяет эффективно резать уголь и породу.
Барабан угледобывающей машины
1. Конструкция Внешний вид барабана: как правило, имеет цилиндрическую форму; диаметр и длина опр...
Запчасти для оборудования для комплексной добычи угля — зубчатые втулки
Зубные втулки подвергаются сильным ударам, сдавливанию и коррозии под воздействием угольной пыли....

Барабан угледобывающей машины
1. Снижение затрат и повышение эффективности: длительный срок службы, сокращение простоев на замену, повышение коэффициента готовности 2. Безопасность и стабильность: надежная сварка, распыление в соответствии с требованиями, пригодность для рабочих участков с высоким содержанием метана и твердых пород 3. Сервис: быстрое реагирование, стабильные поставки, оперативное послепродажное обслуживание. В угледобыче режущие механизмы — это главное
Прорезывание зубов
1. Обработка корпуса зубьев Резка: Выберите подходящий пруток из легированной стали в соответствии с размерами и характеристиками режущих зубьев. Используйте пилы или аналогичное оборудование для резки прутка на заготовки необходимой длины. Ковка: Нагрейте заготовки до соответствующего диапазона температур ковки и койте с помощью пневматических молотов или фрикционных прессов. В результате многократной ковки внутренняя структура стали уплотняется, приобретая большую плотность и однородность, что повышает прочность и вязкость корпуса зуба. Обработка: Кованый корпус зуба подвергается обработке, включая точение, фрезерование и сверление. Точная обработка внешнего диаметра, конусности, резьбы, установочных канавок и других элементов корпуса зуба обеспечивает точное прилегание к гнезду зуба и качество последующих сварочных операций. 2. Сварка Подготовка поверхности: Сварочные участки корпуса зубца и легированных наконечников подвергаются обработке поверхности для удаления загрязнений, таких как масло и ржавчина. Это повышает шероховатость и чистоту поверхности, тем самым улучшая адгезию сварного шва. Сварочные работы: Для приварки легированных наконечников к корпусу зубца используется высокочастотная индукционная пайка. Во время сварки строго контролируйте температуру сварки, продолжительность и количество присадочного материала, чтобы обеспечить прочное металлургическое соединение между головкой из сплава и корпусом, предотвращая перегрев или прожиг, которые могут ухудшить свойства сплава. 3. Термообработка Закалка: Режущие зубья после сварки подвергаются полной закалке. После нагрева и выдерживания при температуре они быстро охлаждаются в закалочной среде (например, масле или воде). Этот процесс повышает твердость и прочность тела. Отпуск: после закалки в зубьях возникают значительные внутренние напряжения, что требует проведения отпуска. После выдерживания при определенной температуре зубья охлаждаются на воздухе для снятия напряжений, стабилизации микроструктуры и улучшения прочности наряду с общими механическими свойствами. Нанесение износостойкого покрытия: на поверхность некоторых режущих зубьев напыляется слой керамического покрытия с высокой твердостью и износостойкостью, что еще больше повышает их износостойкость и срок службы. 4. Контроль качества Визуальный осмотр: проверяется внешний вид режущих зубьев, которые должны иметь гладкую поверхность без дефектов, таких как трещины, песчаные отверстия или пористость. Сплавной наконечник должен быть надежно приварен к корпусу зуба без явных дефектов сварки. Измерение точности размеров: с помощью измерительных приборов, таких как штангенциркули и микрометры, измеряются все размеры режущих зубьев, чтобы обеспечить соответствие проектным чертежам и удержать отклонения размеров в пределах установленных допусков. Испытание на твердость: с помощью твердомеров по Роквеллу или Виккерсу оценивается твердость как тела зуба, так и легированного наконечника. Твердость тела зуба обычно составляет 40–43 по шкале HRC, а твердость легированного наконечника не должна быть ниже 89 по шкале HRA. Испытание на изгибную прочность: Проведите испытания режущих зубьев на изгибную прочность с помощью специального оборудования. Зубья должны выдерживать указанные изгибные нагрузки без разрушения или значительной пластической деформации. Неразрушающий контроль: Используйте неразрушающие методы, такие как ультразвуковой контроль, для обнаружения внутренних дефектов, таких как трещины, чтобы обеспечить качество и надежность режущих зубьев.
Джек
Гидроцилиндр является основным компонентом гидравлического домкрата, который приводит в движение ...

Гидроцилиндр перегрузчика
Проходной цилиндр: Он в основном используется для обеспечения общего перемещения печатной машины, чтобы она могла двигаться синхронно с продвижением рабочей поверхности и обеспечивать плавную транспортировку по каналу.
Гидравлический жидкостный домкрат
Проходной домкрат: используется для выдвижения передней транспортной плоскости и вытягивания кронштейна.
Нарезаемых зубьев S135-70-35
S135:Обозначает серию модели зубьев, обычно указывая на общие характеристики дизайна и конструкции зубьев, подходящих для определенных типов угольных машин, проходческих машин и других оборудования.
Гидравлический цилиндр подъема угледобывающего комбайна
I. Конструкция Корпус: длинная цилиндрическая полая конструкция, являющаяся основной частью гидравлического цилиндра; один конец имеет отверстие для размещения гидравлического масла и узла поршневого штока, а на другом конце имеется крепежное ушко для соединения с корпусом угледобывающей машины. Узел поршневого штока: один конец соединяется с рычагом угледобывающей машины, а другой вставляется во внутреннюю полость корпуса цилиндра; под действием давления гидравлической жидкости он совершает возвратно-поступательное движение внутри цилиндра, обеспечивая подъем и опускание рычага угледобывающей машины. Уплотнения: обеспечивают герметичность между камерой высокого давления и камерой низкого давления, поддерживают давление и эффективность гидравлической системы; хорошая герметичность гарантирует стабильную тягу и скорость гидравлического цилиндра, а также точность и надежность работы оборудования. Другие детали: направляющая втулка, служащая для направления движения поршневого штока и повышения стабильности и точности его движения. Медные, стальные и легированные втулки обладают хорошей износостойкостью, защищают отверстия и штифты от износа, а также обеспечивают удобство и быстроту замены. II. Принцип действия Путем регулирования подачи и слива гидравлического масла изменяется давление внутри цилиндра, что приводит к выдвижению и втягиванию поршня и поршневого штока. При необходимости подъема рычага угледобывающей машины гидравлическое масло поступает в полость цилиндра без штока, выдвигая поршневой шток и, таким образом, поднимая рычаг; при необходимости опускания рычага гидравлическое масло сливается из полости без штока, и под действием собственного веса рычага или других внешних сил поршневой шток втягивается, обеспечивая опускание рычага. III. Назначение и функции Адаптация к изменениям угольного пласта: в процессе добычи толщина и уклон угольного пласта постоянно меняются. Гидравлический цилиндр регулировки высоты комбайна позволяет точно настраивать высоту барабана комбайна в соответствии с фактическими условиями, благодаря чему барабан всегда находится в оптимальном положении для добычи, что обеспечивает высокую эффективность и качество добычи. Повышение безопасности работы: благодаря точному контролю рабочей высоты комбайна удается избежать столкновений комбайна с кровлей или дном выработки, что снижает риск повреждения оборудования и травматизма персонала, повышая безопасность угледобычи. Повышение эффективности работы: быстрая и точная регулировка высоты позволяет сократить время простоя комбайна при настройке высоты, повышая его рабочую эффективность и, как следствие, увеличивая объем добычи угля. IV. Области применения В основном применяется на различных типах угледобывающих комбайнов, включая комбайны с электрической и гидравлической тягой, и подходит для угольных шахт различного масштаба и условий добычи, таких как открытые и подземные угольные шахты. V. Технология производства; 1. Выбор материалов: для изготовления цилиндра используются высокопрочные бесшовные трубы из стали 27SiMn, что обеспечивает необходимую прочность и износостойкость. Для изготовления поршневого штока обычно используется легированная сталь, такая как 40Cr или 42CrMo, прошедшая процесс закалки, отпуски и закалки, что повышает комплексные механические свойства. Для изготовления поршня, направляющих втулок и других деталей используются поковки или материалы из медных сплавов, а для уплотнений — маслостойкие и термостойкие резиновые материалы, такие как нитрил-каучук и полиуретан. 2. Контроль качества: Закупаемое сырье подвергается строгому контролю, в ходе которого проверяется соответствие таких показателей, как точность размеров, твердость и химический состав, проектным требованиям, чтобы гарантировать надлежащее качество. 3. Обработка цилиндра: Сначала бесшовная стальная труба разрезается на отрезки необходимой длины, внутренний диаметр обрабатывается методом глубокого растачивания или хонингования для обеспечения точности размеров и шероховатости поверхности, после чего на обоих концах выполняется токарная обработка для нарезки соединительной резьбы или подготовки пазов для сварки. 4. Обработка поршневого штока: из кованок (40Cr, 42CrMo) или круглого проката выполняется черновая токарная обработка для удаления большей части припуска, затем проводится отпуск, после чего выполняется получистовая и чистая токарная обработка наружной поверхности для обеспечения точности размеров и качества поверхности; при необходимости проводится шлифование, а также выполняется обработка резьбы и монтажных участков поршня. 5. Обработка поршня и направляющей втулки: из кованой заготовки поршня путем токарной и фрезерной обработки обеспечивается точность размеров и допуски на форму и положение всех частей; направляющая втулка в основном подвергается токарной и шлифовальной обработке для обеспечения хорошего прилегания к поршневому штоку и цилиндру. 6. Сварка: цилиндр и дно цилиндра соединяются сваркой; обеспечивается качество сварки; после сварки проводится дефектоскопия сварного шва или проверка под давлением для обеспечения герметичности сварного шва. Сборка: Обработанные детали тщательно очищаются от масла, металлической стружки и других загрязнений. В цилиндр устанавливаются поршень, уплотнения и т. д. Поршневой шток вставляется в цилиндр и соединяется с поршнем. Устанавливаются направляющая втулка, пылезащитный кольцо и другие детали. В заключение монтируются гидравлический фиксатор, соединения масляных трубок и прочие принадлежности. 7. Испытания рабочих характеристик: Провести испытания собранного гидравлического цилиндра с регулировкой высоты в режиме холостого хода, проверить плавность выдвижения и втягивания цилиндра, наличие заклиниваний и необычных звуков; провести испытание на давление, выдержав цилиндр при заданном давлении в течение определенного времени, проверить наличие утечек, деформаций и других проблем; также необходимо провести испытание под нагрузкой, имитируя реальные условия эксплуатации, для проверки несущей способности и рабочих характеристик цилиндра. 8. Контроль точности: с помощью измерительных приборов проверяются ключевые размеры цилиндра, такие как внутренний диаметр цилиндра, диаметр поршневого штока, ход цилиндра и т. д., чтобы убедиться, что точность размеров соответствует проектным требованиям; проверяются допуски на прямолинейность поршневого штока, соосность поршня и цилиндра и т. д. 9. Обработка поверхности: на детали, такие как шток поршня, наносится твердое хромирование или лазерное наплавление для повышения твердости поверхности и коррозионной стойкости; внешняя поверхность цилиндра может подвергаться дробеструйной обработке для повышения прочности поверхности и сопротивления усталостным нагрузкам. 10. Покраска: весь гидравлический цилиндр подвергается окраске, обычно с использованием антикоррозионной краски, для предотвращения ржавчины в условиях влажной и коррозионной среды в скважине. VI. Контроль качества 1. Соблюдение национальных отраслевых стандартов; GB/T9083-2008 «Терминология гидравлических цилиндров» GB/T14694-2010 «Гидравлические цилиндры» 2. Выполнение в соответствии со стандартами трех систем Сертификация системы управления охраной труда ISO45001 (международное признание) Сертификация системы экологического менеджмента ISO14001 (международное признание) Сертификация системы менеджмента качества ISO9001 (международное признание)

Отрезные зубья серии U95
Наименование: резцовые отрезные зубья (конические отрезные зубья) Модель изделия: U95-55-30D U95-60-35D

Режущие зубья для спиральных режущих роликов комбайнов S135-80-35
Название продукта: режущие зубья в форме кирки (конические режущие зубья) Модель изделия; S135-80-35
-


-



QR-код веб-сайта

-
QR-код мобильного
телефона