


Гидравлический цилиндр проходческого комбайна
I. Типы гидравлических цилиндров проходческого комбайна: 1. Наименование продукции: цилиндр подъема режущей головки, цилиндр выдвижения режущей головки Гидравлические цилиндры режущего агрегата: включают цилиндр подъема режущей головки и цилиндр выдвижения режущей головки. Первый служит для управления подъемом и опусканием режущей головки с целью регулирования высоты резания; второй — для управления выдвижением и втягиванием режущей головки, что позволяет выполнять режущие операции в различных положениях. 2. Название продукта: поворотный цилиндр Поворотный цилиндр: используется для управления поворотом режущего механизма влево и вправо, что позволяет проходческому комбайну гибко менять направление резания и расширять зону резания. 3. Название продукта: Гидравлический цилиндр ковша Гидравлический цилиндр ковша: как правило, представляет собой цилиндр подъема-опускания ковша, который используется для управления подъемом и опусканием ковша, чтобы лучше собирать и загружать уголь, горную породу и другие материалы в процессе проходки. 4. Название продукта: Гидравлический цилиндр задней опоры Гидравлический цилиндр задней опоры: его основная функция заключается в обеспечении стабильной опоры во время работы проходческого комбайна, повышении его устойчивости и предотвращении колебаний или смещения машины в процессе резки. 5. Название продукта: Натяжной цилиндр Натяжной цилиндр: используется для натяжения гусениц проходческого комбайна, обеспечивая их нормальную работу и хороший контакт с поверхностью, предотвращая проскальзывание или ослабление гусениц. 6. Название продукта: Цилиндр передней опоры Цилиндр передней опоры: используется для поддержки грунта перед рабочим фронтом проходческого комбайна, предотвращая его обрушение и обеспечивая безопасность проходческих работ. II. Технология производства гидравлических цилиндров для проходческих машин: 1. Выбор материала: с учетом эксплуатационных требований и условий работы для изготовления корпуса цилиндра выбирается бесшовная стальная труба марки 27ISMn. 2. Резка: с помощью пильного станка труба разрезается на отрезки необходимой длины. 3. Расточка: на расточном станке выполняется расточка внутреннего отверстия корпуса цилиндра для обеспечения точности размеров и шероховатости поверхности. 5. Очистка: с помощью специального очистительного оборудования и моющих средств цилиндр подвергается тщательной очистке для удаления остатков масла, металлической стружки и других примесей, оставшихся после обработки. Обработка поршневого штока 1. Выбор материала: используется высококачественная среднеуглеродистая или легированная сталь, такая как 42CrMo, 40Cr и т. д. 2. Ковка: обработка стали методом ковки для улучшения внутренней структуры материала, повышения прочности и вязкости. 3. Черновая обработка: черновая обработка поршневого штока на токарных и фрезерных станках для получения основных форм и размеров. 4. Отпуск: Проведение отпуска поршневого штока после черновой обработки для повышения его комплексных механических свойств. 5. Чистовая обработка: Проведение чистовой обработки поршневого штока с помощью шлифования и других технологий для обеспечения точности размеров и качества поверхности. 6. Поверхностная обработка: В зависимости от потребностей проведение хромирования или лазерной наплавки поверхности поршневого штока для повышения его износостойкости, коррозионной стойкости и твердости. Производство поршней 1. Выбор материала: обычно используются кованые детали или материалы из медных сплавов, чтобы снизить вес и обеспечить хорошую износостойкость. 2. Механическая обработка: проведение механической обработки кованого поршня для обработки наружного диаметра, внутреннего отверстия, канавок для поршневых колец и других частей. 3. Установка поршневых колец: установка поршневых колец в канавки поршня для обеспечения герметичности. Производство других деталей 1. Производство торцевых крышек: для торцевых крышек обычно используются поковки или литой стальной материал, которые производятся с помощью литья, механической обработки и других технологий, в результате чего получаются монтажные отверстия, уплотнительные канавки и другие элементы. 2. Производство уплотнений: для уплотнений обычно используются резиновые или полиуретановые токарные изделия и другие материалы, которые производятся с помощью формования в пресс-формах и других технологий, что обеспечивает точность размеров и герметичность. Сборка 1. Очистка деталей: все детали подвергаются очистке для удаления масляных загрязнений, примесей и т. д. 2. Предварительная сборка: производится предварительная сборка поршня, поршневого штока и других деталей с проверкой зазоров и плавности движения. 3. Установка уплотнений: уплотнения правильно устанавливаются в соответствующие места для обеспечения надежной герметичности. 4. Общая сборка: осуществляется общая сборка цилиндра, поршневого штока, поршня, торцевых крышек и других деталей; в процессе сборки необходимо соблюдать порядок и направление установки всех деталей. 5. Наладка: проводится наладка собранного гидравлического цилиндра, проверяется плавность движения, качество уплотнения и т. д. Контроль 1. Визуальный осмотр: проводится проверка внешнего вида гидравлического цилиндра на наличие дефектов, таких как вмятины, царапины, поры и т. д. 2. Контроль точности размеров: с помощью измерительных приборов проверить ключевые размеры гидравлического цилиндра, чтобы убедиться, что они соответствуют проектным требованиям. 3. Проверка герметичности: с помощью испытаний под давлением и других методов проверить герметичность гидравлического цилиндра, чтобы убедиться в отсутствии утечек. 4. Испытания рабочих характеристик: провести испытания рабочих характеристик гидравлического цилиндра, такие как испытания под давлением, испытания скорости и т. д., чтобы проверить, соответствует ли он эксплуатационным требованиям.
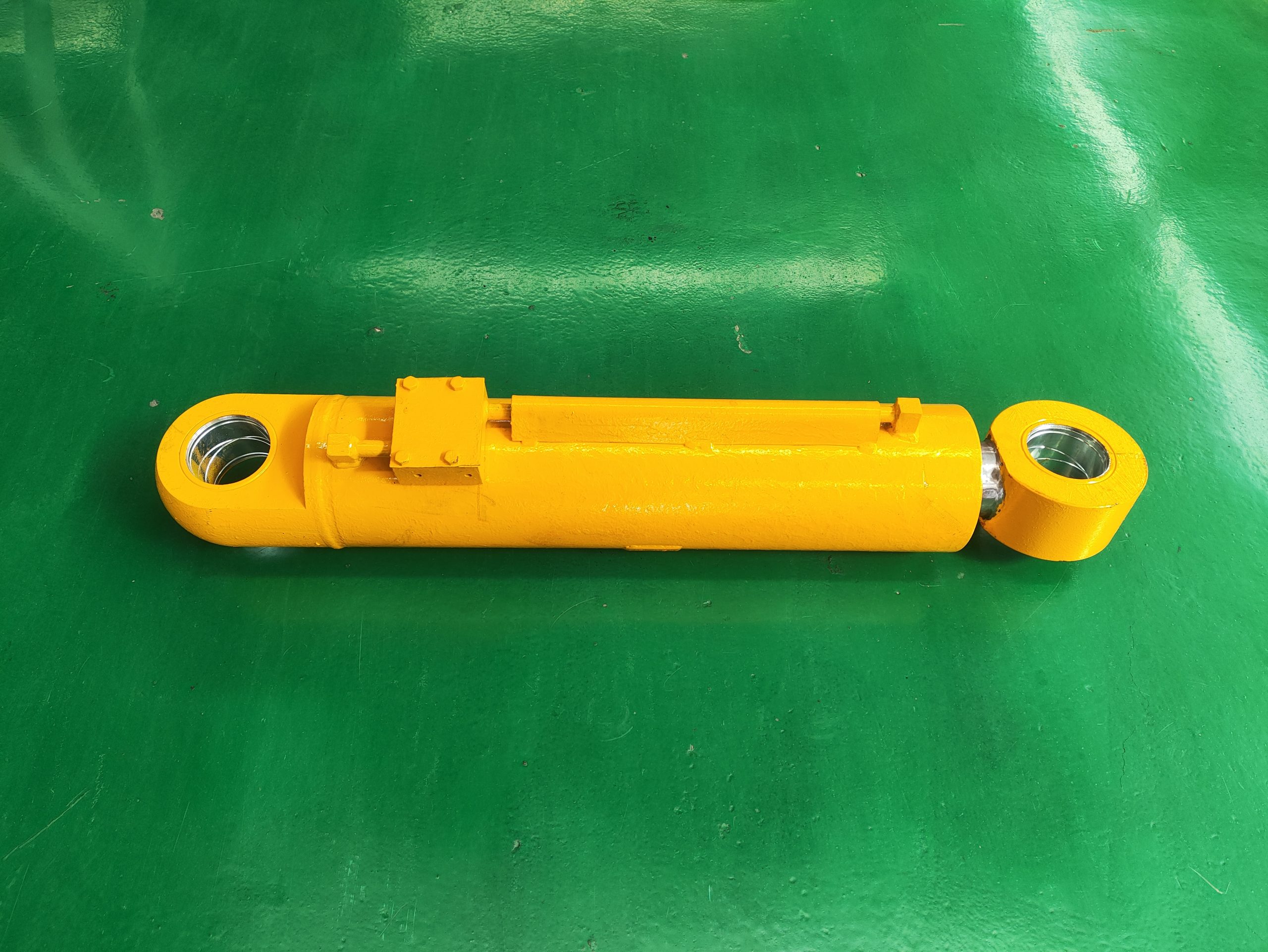
Гидравлический цилиндр подъема угледобывающего комбайна
I. Конструкция Корпус: длинная цилиндрическая полая конструкция, являющаяся основной частью гидравлического цилиндра; один конец имеет отверстие для размещения гидравлического масла и узла поршневого штока, а на другом конце имеется крепежное ушко для соединения с корпусом угледобывающей машины. Узел поршневого штока: один конец соединяется с рычагом угледобывающей машины, а другой вставляется во внутреннюю полость корпуса цилиндра; под действием давления гидравлической жидкости он совершает возвратно-поступательное движение внутри цилиндра, обеспечивая подъем и опускание рычага угледобывающей машины. Уплотнения: обеспечивают герметичность между камерой высокого давления и камерой низкого давления, поддерживают давление и эффективность гидравлической системы; хорошая герметичность гарантирует стабильную тягу и скорость гидравлического цилиндра, а также точность и надежность работы оборудования. Другие детали: направляющая втулка, служащая для направления движения поршневого штока и повышения стабильности и точности его движения. Медные, стальные и легированные втулки обладают хорошей износостойкостью, защищают отверстия и штифты от износа, а также обеспечивают удобство и быстроту замены. II. Принцип действия Путем регулирования подачи и слива гидравлического масла изменяется давление внутри цилиндра, что приводит к выдвижению и втягиванию поршня и поршневого штока. При необходимости подъема рычага угледобывающей машины гидравлическое масло поступает в полость цилиндра без штока, выдвигая поршневой шток и, таким образом, поднимая рычаг; при необходимости опускания рычага гидравлическое масло сливается из полости без штока, и под действием собственного веса рычага или других внешних сил поршневой шток втягивается, обеспечивая опускание рычага. III. Назначение и функции Адаптация к изменениям угольного пласта: в процессе добычи толщина и уклон угольного пласта постоянно меняются. Гидравлический цилиндр регулировки высоты комбайна позволяет точно настраивать высоту барабана комбайна в соответствии с фактическими условиями, благодаря чему барабан всегда находится в оптимальном положении для добычи, что обеспечивает высокую эффективность и качество добычи. Повышение безопасности работы: благодаря точному контролю рабочей высоты комбайна удается избежать столкновений комбайна с кровлей или дном выработки, что снижает риск повреждения оборудования и травматизма персонала, повышая безопасность угледобычи. Повышение эффективности работы: быстрая и точная регулировка высоты позволяет сократить время простоя комбайна при настройке высоты, повышая его рабочую эффективность и, как следствие, увеличивая объем добычи угля. IV. Области применения В основном применяется на различных типах угледобывающих комбайнов, включая комбайны с электрической и гидравлической тягой, и подходит для угольных шахт различного масштаба и условий добычи, таких как открытые и подземные угольные шахты. V. Технология производства; 1. Выбор материалов: для изготовления цилиндра используются высокопрочные бесшовные трубы из стали 27SiMn, что обеспечивает необходимую прочность и износостойкость. Для изготовления поршневого штока обычно используется легированная сталь, такая как 40Cr или 42CrMo, прошедшая процесс закалки, отпуски и закалки, что повышает комплексные механические свойства. Для изготовления поршня, направляющих втулок и других деталей используются поковки или материалы из медных сплавов, а для уплотнений — маслостойкие и термостойкие резиновые материалы, такие как нитрил-каучук и полиуретан. 2. Контроль качества: Закупаемое сырье подвергается строгому контролю, в ходе которого проверяется соответствие таких показателей, как точность размеров, твердость и химический состав, проектным требованиям, чтобы гарантировать надлежащее качество. 3. Обработка цилиндра: Сначала бесшовная стальная труба разрезается на отрезки необходимой длины, внутренний диаметр обрабатывается методом глубокого растачивания или хонингования для обеспечения точности размеров и шероховатости поверхности, после чего на обоих концах выполняется токарная обработка для нарезки соединительной резьбы или подготовки пазов для сварки. 4. Обработка поршневого штока: из кованок (40Cr, 42CrMo) или круглого проката выполняется черновая токарная обработка для удаления большей части припуска, затем проводится отпуск, после чего выполняется получистовая и чистая токарная обработка наружной поверхности для обеспечения точности размеров и качества поверхности; при необходимости проводится шлифование, а также выполняется обработка резьбы и монтажных участков поршня. 5. Обработка поршня и направляющей втулки: из кованой заготовки поршня путем токарной и фрезерной обработки обеспечивается точность размеров и допуски на форму и положение всех частей; направляющая втулка в основном подвергается токарной и шлифовальной обработке для обеспечения хорошего прилегания к поршневому штоку и цилиндру. 6. Сварка: цилиндр и дно цилиндра соединяются сваркой; обеспечивается качество сварки; после сварки проводится дефектоскопия сварного шва или проверка под давлением для обеспечения герметичности сварного шва. Сборка: Обработанные детали тщательно очищаются от масла, металлической стружки и других загрязнений. В цилиндр устанавливаются поршень, уплотнения и т. д. Поршневой шток вставляется в цилиндр и соединяется с поршнем. Устанавливаются направляющая втулка, пылезащитный кольцо и другие детали. В заключение монтируются гидравлический фиксатор, соединения масляных трубок и прочие принадлежности. 7. Испытания рабочих характеристик: Провести испытания собранного гидравлического цилиндра с регулировкой высоты в режиме холостого хода, проверить плавность выдвижения и втягивания цилиндра, наличие заклиниваний и необычных звуков; провести испытание на давление, выдержав цилиндр при заданном давлении в течение определенного времени, проверить наличие утечек, деформаций и других проблем; также необходимо провести испытание под нагрузкой, имитируя реальные условия эксплуатации, для проверки несущей способности и рабочих характеристик цилиндра. 8. Контроль точности: с помощью измерительных приборов проверяются ключевые размеры цилиндра, такие как внутренний диаметр цилиндра, диаметр поршневого штока, ход цилиндра и т. д., чтобы убедиться, что точность размеров соответствует проектным требованиям; проверяются допуски на прямолинейность поршневого штока, соосность поршня и цилиндра и т. д. 9. Обработка поверхности: на детали, такие как шток поршня, наносится твердое хромирование или лазерное наплавление для повышения твердости поверхности и коррозионной стойкости; внешняя поверхность цилиндра может подвергаться дробеструйной обработке для повышения прочности поверхности и сопротивления усталостным нагрузкам. 10. Покраска: весь гидравлический цилиндр подвергается окраске, обычно с использованием антикоррозионной краски, для предотвращения ржавчины в условиях влажной и коррозионной среды в скважине. VI. Контроль качества 1. Соблюдение национальных отраслевых стандартов; GB/T9083-2008 «Терминология гидравлических цилиндров» GB/T14694-2010 «Гидравлические цилиндры» 2. Выполнение в соответствии со стандартами трех систем Сертификация системы управления охраной труда ISO45001 (международное признание) Сертификация системы экологического менеджмента ISO14001 (международное признание) Сертификация системы менеджмента качества ISO9001 (международное признание)

Втулка шестерни
1. Функция Защита держателя зубьев: во время резки втулка зубьев снижает износ держателя зубьев, вызванный режущими зубьями, тем самым продлевая срок службы держателя зубьев и снижая затраты на техническое обслуживание оборудования. Поглощение ударов: частично амортизирует ударные нагрузки, возникающие на режущих зубьях во время работы, обеспечивая более плавную передачу режущих сил на держатель зубьев и барабан. Это повышает общую стабильность и надежность режущей системы. 2. Конструктивные особенности Форма и размеры: как правило, имеет цилиндрическую форму, его внутренний диаметр соответствует хвостовику режущего зуба, а внешний диаметр совпадает с монтажным отверстием держателя зубьев. Длина варьируется в зависимости от различных режущих барабанов и моделей зубьев. Выбор материала: как правило, изготавливаются из высокопрочных, износостойких легированных сталей, таких как 20CrNiMo или 42CrMo. Благодаря процессам термообработки, включая цементацию и закалку, поверхность втулки достигает высокой твердости и износостойкости, сохраняя при этом хорошую внутреннюю прочность. 3. Типы В зависимости от сценариев эксплуатации и конструкции барабанов, втулки зубьев подразделяются на вращающиеся и невращающиеся. Вращающиеся втулки позволяют относительное вращение режущих зубьев относительно гнезда зуба во время работы, что подходит для большинства угольных резаков и проходческих комбайнов. Невращающиеся втулки имеют фиксированное соединение между втулкой и гнездом зуба, при этом зубья вращаются только вместе с оборотами барабана. Они обычно используются в специализированных применениях или там, где допустим уменьшенный износ зубьев. 4. Установка и техническое обслуживание Во время установки зубная втулка должна быть правильно вставлена в отверстие держателя зубьев. Затем режущий зуб вставляется в втулку и фиксируется от смещения с помощью удерживающих устройств, таких как стопорные кольца. Регулярная проверка износа зубных втулок является необходимым условием во время эксплуатации оборудования. В случае обнаружения значительного износа необходимо незамедлительно произвести замену, чтобы обеспечить нормальную работу режущих зубьев и эффективность резки. 5. Процесс производства зубных втулок: 1) Подготовка сырья Выберите подходящие марки стали, такие как высококачественные легированные конструкционные стали, например 20CrNiMo или 42CrMo. Проверьте сертификаты качества материала, чтобы убедиться, что химический состав и механические свойства соответствуют спецификациям. Проведите проверки стали, включая испытания на твердость и металлографический анализ, чтобы исключить внутренние дефекты. 2) Ковка Нагрейте сталь до соответствующего диапазона температур ковки. Используйте методы штамповой ковки, включая несколько операций, таких как осадка и волочение, для усовершенствования внутренней структуры стали. Этот процесс повышает плотность и однородность, тем самым улучшая общие механические свойства втулки зубьев. Ковка дает грубую форму заготовки втулки зубьев, обеспечивая точность размеров и качество поверхности, что создает прочную основу для последующей механической обработки. 3) Механическая обработка Черновая обработка: выполняются токарные, фрезерные и другие операции черновой обработки кованой заготовки для удаления большей части лишнего материала, формируя основную форму втулки шестерни с сохранением соответствующих припусков на окончательную обработку. Окончательная обработка: с помощью высокоточных токарных станков выполняются операции окончательной обработки втулки шестерни, обеспечивая точность размеров и шероховатость поверхности в соответствии с проектными спецификациями. Одновременно обрабатываются такие детали, как монтажные отверстия и пазы для стопорных колец. 4) Термообработка Закалка: быстрое охлаждение вызывает мартенситное преобразование, повышая твердость и прочность поверхности. Скорость охлаждения строго контролируется во время закалки, чтобы предотвратить появление дефектов, таких как растрескивание. Отпуск: Отпуск после закалки устраняет напряжения закалки, стабилизирует микроструктуру и размеры, повышает прочность втулки и предотвращает хрупкое разрушение во время эксплуатации. 5) Контроль качества Твердость измеряется в различных точках с помощью твердомера для проверки соответствия проектным спецификациям. Для проверки размерных данных используются штангенциркули и микрометры, что обеспечивает соблюдение допусков в пределах установленных ограничений. 6) Сборка и упаковка Соберите обработанную втулку шестерни с другими соответствующими компонентами, например, установите стопорные кольца и уплотнения. После сборки втулка шестерни проходит очистку и сушку, а затем упаковывается в подходящие материалы для предотвращения повреждений и коррозии во время транспортировки и хранения.
Прорезывание зубов
1. Обработка корпуса зубьев Резка: Выберите подходящий пруток из легированной стали в соответствии с размерами и характеристиками режущих зубьев. Используйте пилы или аналогичное оборудование для резки прутка на заготовки необходимой длины. Ковка: Нагрейте заготовки до соответствующего диапазона температур ковки и койте с помощью пневматических молотов или фрикционных прессов. В результате многократной ковки внутренняя структура стали уплотняется, приобретая большую плотность и однородность, что повышает прочность и вязкость корпуса зуба. Обработка: Кованый корпус зуба подвергается обработке, включая точение, фрезерование и сверление. Точная обработка внешнего диаметра, конусности, резьбы, установочных канавок и других элементов корпуса зуба обеспечивает точное прилегание к гнезду зуба и качество последующих сварочных операций. 2. Сварка Подготовка поверхности: Сварочные участки корпуса зубца и легированных наконечников подвергаются обработке поверхности для удаления загрязнений, таких как масло и ржавчина. Это повышает шероховатость и чистоту поверхности, тем самым улучшая адгезию сварного шва. Сварочные работы: Для приварки легированных наконечников к корпусу зубца используется высокочастотная индукционная пайка. Во время сварки строго контролируйте температуру сварки, продолжительность и количество присадочного материала, чтобы обеспечить прочное металлургическое соединение между головкой из сплава и корпусом, предотвращая перегрев или прожиг, которые могут ухудшить свойства сплава. 3. Термообработка Закалка: Режущие зубья после сварки подвергаются полной закалке. После нагрева и выдерживания при температуре они быстро охлаждаются в закалочной среде (например, масле или воде). Этот процесс повышает твердость и прочность тела. Отпуск: после закалки в зубьях возникают значительные внутренние напряжения, что требует проведения отпуска. После выдерживания при определенной температуре зубья охлаждаются на воздухе для снятия напряжений, стабилизации микроструктуры и улучшения прочности наряду с общими механическими свойствами. Нанесение износостойкого покрытия: на поверхность некоторых режущих зубьев напыляется слой керамического покрытия с высокой твердостью и износостойкостью, что еще больше повышает их износостойкость и срок службы. 4. Контроль качества Визуальный осмотр: проверяется внешний вид режущих зубьев, которые должны иметь гладкую поверхность без дефектов, таких как трещины, песчаные отверстия или пористость. Сплавной наконечник должен быть надежно приварен к корпусу зуба без явных дефектов сварки. Измерение точности размеров: с помощью измерительных приборов, таких как штангенциркули и микрометры, измеряются все размеры режущих зубьев, чтобы обеспечить соответствие проектным чертежам и удержать отклонения размеров в пределах установленных допусков. Испытание на твердость: с помощью твердомеров по Роквеллу или Виккерсу оценивается твердость как тела зуба, так и легированного наконечника. Твердость тела зуба обычно составляет 40–43 по шкале HRC, а твердость легированного наконечника не должна быть ниже 89 по шкале HRA. Испытание на изгибную прочность: Проведите испытания режущих зубьев на изгибную прочность с помощью специального оборудования. Зубья должны выдерживать указанные изгибные нагрузки без разрушения или значительной пластической деформации. Неразрушающий контроль: Используйте неразрушающие методы, такие как ультразвуковой контроль, для обнаружения внутренних дефектов, таких как трещины, чтобы обеспечить качество и надежность режущих зубьев.

Перевозчик оборудования
Держатель зубьев служит основным компонентом режущего зубчатого узла, выполняя в первую очередь ф...

Зубья роторного бурения
Он широко используется при бурении свайных скважин в основных областях строительства, таких как строительство дорог и мостов, а также охрана водных ресурсов.

Режущие зубья для спиральных режущих роликов комбайнов U170
Название продукта: режущие зубья в форме кирки (конические режущие зубья) Модель изделия; U170-68-25 U170-68-30

Режущие зубья для спиральных режущих роликов комбайнов U95-70-35
Режущие зубья U95-70-35 – это разновидность зубьев для резки угля и горных пород при добыче полезных ископаемых. Они относятся к режущим зубьям в форме кирки.

Режущие зубья для спиральных режущих роликов комбайнов U95-55-25(30)
Название продукта: режущие зубья в форме кирки (конические режущие зубья) Модель изделия; U95-55-25 U95-55-30
Режущие зубья
Компания Ань Эр Лун специализируется на исследованиях, разработке и производстве ряда основных комплектующих для горного оборудования, включая режущие ролики, режущие зубья, держатели зубьев и гидравлические цилиндры.В каждом продукте воплощены мудрость и трудолюбие Ань Эр Лун, демонстрирующие высочайшее стремление к качеству. Режущий барабан компании имеет сложную конструкцию и использует передовые технологии автоматизированного проектирования, позволяющие в полной мере учитывать геологические условия различных сложных шахт и оптимизировать конструкцию барабана. Уникальная конструкция спиральных лопастей значительно повышает эффективность загрузки угля и породы, эффективно снижает вторичное дробление угля и снижает потребление энергии. В нем используется высокопрочная, износостойкая, высококачественная сталь и применяется специальный процесс термообработки, который придает режущему барабану отличную износостойкость и ударопрочность, значительно продлевая срок его службы и сокращая затраты на техническое обслуживание оборудования и время простоя.
-


-



QR-код веб-сайта

-
QR-код мобильного
телефона