

Спиральный барабан угледобывающего комбайна
Обзор продукта: Барабан коалесного комбайна — это основной элемент для резания и загрузки угля, в...
Барабан угледобывающей машины
1. Конструкция Внешний вид барабана: как правило, имеет цилиндрическую форму; диаметр и длина опр...
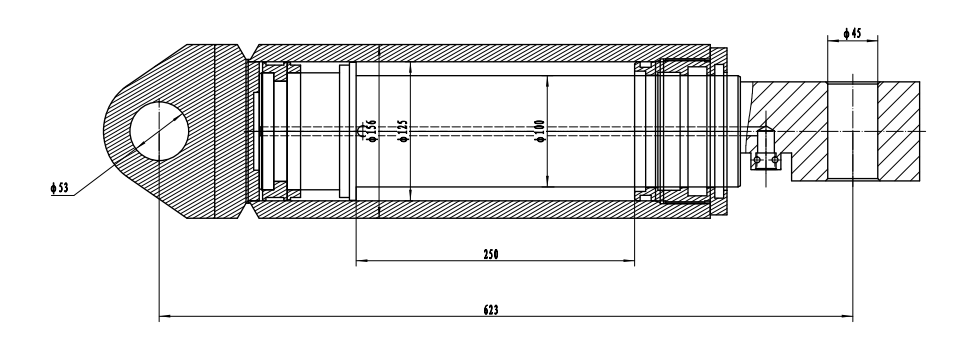
Гидравлический цилиндр для самоперемещающейся заднего вала в горнодобывающей промышленности
I. Обзор гидравлического цилиндра для самоходного хвостовика; 1. Конструкция; в основном состоит ...
Запчасти для оборудования для комплексной добычи угля — зубчатые втулки
Зубные втулки подвергаются сильным ударам, сдавливанию и коррозии под воздействием угольной пыли....
зубчатый втулка
Особенности ✅ Высокая несущая способность · Устойчивость к разрушению Цельная ковка + усиление у ...

Зубья из легированной стали
1. Режущая головка из твердого сплава: «передовое лезвие» для резки горной породы, расположенное на самом верху режущего зубца, изготовлено из высокопрочного карбида вольфрама, сочетающего в себе сверхвысокую твердость и превосходную износостойкость. Оно выдерживает сильные режущие удары при работе с угольной породой и твердыми горными породами, отличается остротой и долговечностью, обеспечивая легкую и эффективную резку горной породы. Это гарантирует эффективность резки изначально, не боится сложных и суровых условий эксплуатации и всегда сохраняет мощную режущую силу. 2. Корпус зубца: «прочное основание» для надежной опоры изготовлено из высококачественной низколегированной конструкционной стали методом точной ковки. Являясь основной опорой для твердосплавного режущего элемента, он прочно удерживает его, обеспечивая плотное соединение режущего элемента с корпусом зубца. Кроме того, снаружи корпуса зубца имеется специальный износостойкий защитный слой, обеспечивающий двойное укрепление, что гарантирует стабильность конструкции, а также защищает от износа во время работы, продлевая общий срок службы. 3. Износостойкие наплавленные кольца: «защитная броня», продлевающая срок службы, тщательно расположена вокруг корпуса зубца. Толщина наплавленного слоя точно контролируется в пределах 2–3 мм, а благодаря применению профессиональной технологии наплавки он получается однородным и плотным, что значительно повышает износостойкость поверхности зубца. При длительном высокоинтенсивном трении это эффективно снижает износ зубца, предотвращает его преждевременный выход из строя, делает зубцы более прочными и долговечными, а также снижает частоту их замены. 4. Переходная шейка: «зона амортизации напряжений», оптимизированная с точки зрения распределения нагрузки, является ключевой переходной зоной между зубчатой головкой и хвостовиком, а также основной зоной концентрации напряжений в режущем зубце. Компания An’erlun специально применила оптимизированную конструкцию с закругленными углами, что позволяет эффективно распределять сосредоточенные напряжения, возникающие во время работы, предотвращая поломку и разрушение режущего зубца под воздействием ударных нагрузок, повышая прочность конструкции и обеспечивая более стабильную и безопасную работу режущего зубца. 5. Шток: точно подогнанный «надежный соединительный элемент» имеет стандартизированную цилиндрическую конструкцию, что позволяет идеально устанавливать его в соответствующий держатель, обеспечивая удобство монтажа и плотное прилегание. В штоке предусмотрена специальная канавка для стопорной пружины, которая обеспечивает точное позиционирование и предотвращает выпадение, исключая проблемы с ослаблением или отрывом во время работы. Это гарантирует бесшовное соединение режущего зубца с оборудованием, стабильную передачу режущей силы и соответствие требованиям различных видов добывающего оборудования. 6. Центральная ось: точно обработанная «основная опорная линия» проходит через симметричную центральную линию всего режущего зубца и является основной опорной линией для обработки, сборки и анализа нагрузок режущих зубцов An’erlun. Строгое соблюдение центральной оси позволяет контролировать точность обработки, гарантировать симметричность конструкции режущего зубца и равномерное распределение нагрузки, а также избежать эксцентричного износа, благодаря чему каждый режущий зубец сочетает в себе точность и качество, а его рабочие характеристики всегда остаются на высоком уровне.
Барабан угледобывающей машины
1. Снижение затрат и повышение эффективности: длительный срок службы, сокращение простоев на замену, повышение коэффициента готовности 2. Безопасность и стабильность: надежная сварка, распыление в соответствии с требованиями, пригодность для рабочих участков с высоким содержанием метана и твердых пород 3. Сервис: быстрое реагирование, стабильные поставки, оперативное послепродажное обслуживание. В угледобыче режущие механизмы — это главное
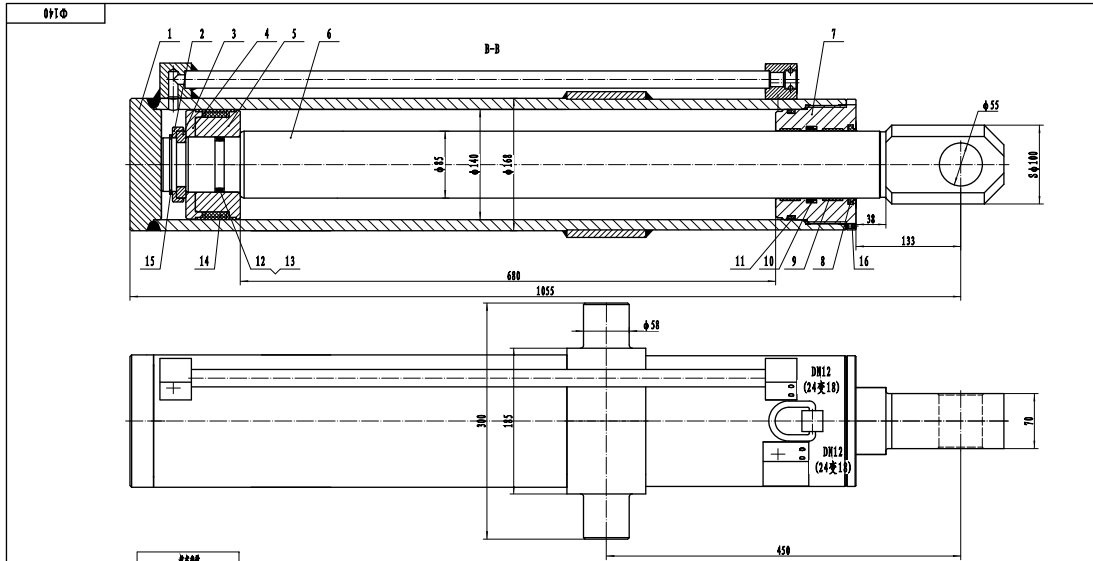
Гидравлический цилиндр для шахтных перегрузочных машин
Функция перемещения: гидравлический цилиндр перемещения, благодаря выдвижению и втягиванию поршневого штока, приводит в движение перегрузочную машину вдоль проходки, что позволяет ей своевременно следовать за продвижением угледобывающего фронта и обеспечивать непрерывность транспортировки угля. Функция выравнивания и опоры: выравнивающий цилиндр и вертикальный цилиндр служат для регулировки горизонтального положения и высоты перегрузочной машины, что позволяет ей сохранять устойчивость на различной местности и в разных условиях работы, предотвращая смещение ленты и рассыпание материала, а также обеспечивая надежную опору для перегрузочной машины. Функции вспомогательных действий: горизонтальные цилиндры, цилиндры бокового перемещения и т. д. позволяют осуществлять точную регулировку по горизонтали, боковое перемещение и другие вспомогательные действия, что облегчает стыковку и взаимодействие перегрузочной машины с другим оборудованием, повышая общую эффективность работы оборудования.
Гидравлический домкрат
I. Обзор гидравлических домкратов для опорных стоек: 1. Конструкция В основном состоит из корпуса, поршня, поршневого штока, направляющей втулки, уплотнений и других деталей. Корпус представляет собой внешнюю оболочку домкрата, обеспечивающую пространство для рабочей жидкости и движения поршня; поршень разделяет корпус на две камеры и перемещается под действием давления жидкости; поршневой шток соединяет поршень с внешней нагрузкой, передавая усилие и движение; направляющая втулка служит для направления движения поршневого штока, обеспечивая точность его перемещения; уплотнения предотвращают утечку рабочей жидкости, гарантируя работоспособность домкрата. 2. Принцип действия Жидкость под давлением, подаваемая гидравлической системой, поступает в разные камеры домкрата, создавая перепад давления, который приводит в движение поршень и поршневой шток, тем самым обеспечивая выдвижение и втягивание домкрата для создания различных сил, таких как опора, толкание и тяга, что удовлетворяет потребности гидравлической опоры в различных движениях в процессе добычи угля. 3. Функции В гидравлической опоре домкрат выполняет множество важных функций. Например, толкающие домкраты используются для перемещения скребковых конвейеров и перемещения гидравлических опор, обеспечивая перемещение всего угледобывающего оборудования; опорные домкраты обеспечивают опорную силу для гидравлических опор, поддерживая их опору на кровлю и гарантируя безопасность рабочего пространства; кроме того, существуют уравновешивающие домкраты, боковые домкраты и т. д., которые используются для регулировки положения опор, защиты угля на забое и т. д., позволяя гидравлическим опорам адаптироваться к различным условиям добычи угля. 4. Особенности Имеет такие особенности, как компактная конструкция, надежная работа, большая выходная сила, плавный ход и простота управления. Способен стабильно работать в течение длительного времени в суровых условиях подземных угольных шахт, приспособлен к рабочим условиям с высоким давлением и большими нагрузками, а также позволяет точно контролировать его движения с помощью гидравлической системы управления, что соответствует требованиям технологии добычи угля. II. Технология производства домкратов: 1. Подготовка сырья В соответствии с проектными требованиями закупается высококачественная сталь, отвечающая показателям прочности, вязкости и другим эксплуатационным характеристикам, например (27SiMn, 42CrMo). Проводится контроль качества стали, включая анализ химического состава, испытания механических свойств и неразрушающий контроль, для обеспечения качества сырья. 2. Обработка деталей Обработка корпуса: с помощью таких процессов, как растачивание и шлифование, обрабатывается внутреннее отверстие корпуса, обеспечивая точность размеров и шероховатость поверхности, чтобы гарантировать хорошее прилегание поршня к корпусу. Обработка поршневого штока: посредством токарной обработки, шлифования и других процессов обрабатывается высокоточная внешняя цилиндрическая поверхность, на которую наносится хромирование или лазерное наплавление для повышения износостойкости и коррозионной стойкости. Обработка поршня: Обрабатываются наружная поверхность поршня и уплотнительные канавки, что обеспечивает точность размеров и допуски на форму и положение, необходимые для обеспечения хорошей герметичности. Обработка других деталей: Проводится соответствующая механическая обработка других деталей, таких как направляющие втулки и торцевые крышки, для обеспечения точности размеров и соответствия требованиям сборки. 3. Сварка и сборка Сварка: с использованием автоматического сварочного оборудования выполняется сварка соединений корпуса цилиндра и торцевых крышек, что обеспечивает качество сварки; после сварки проводится неразрушающий контроль для своевременного выявления и устранения дефектов сварки. Сборка: в соответствии с технологической инструкцией по сборке выполняется сборка обработанных деталей. Сначала поршень устанавливается в корпус цилиндра, затем устанавливаются поршневой шток, направляющая втулка, уплотнения и т. д., чтобы обеспечить правильную установку всех деталей, герметичность и точность движения. 4. Обработка поверхности Открытые поверхности домкрата подвергаются окраске или гальванической обработке для повышения коррозионной стойкости и улучшения внешнего вида, что позволяет ему работать в суровых условиях подземных угольных шахт, характеризующихся высокой влажностью и запыленностью. 5. Испытания рабочих характеристик Испытание на давление: гидравлический домкрат устанавливается на испытательном стенде, заполняется эмульсионной жидкостью под заданным давлением, выдерживается в течение определенного времени, после чего проверяется на наличие утечек, деформаций и т. п. Испытание герметичности: при номинальном рабочем давлении проверяется герметичность всех уплотнительных зон гидравлического домкрата, чтобы гарантировать отсутствие утечек. Испытания без нагрузки и с нагрузкой: проводятся испытания хода без нагрузки и с нагрузкой, в ходе которых проверяется, соответствуют ли плавность движения, усилие и ход гидравлического домкрата проектным требованиям. Упаковка и поступление на склад Гидравлические домкраты, прошедшие испытания, упаковываются с использованием защитных упаковочных материалов для предотвращения повреждений при транспортировке и хранении. Упакованные гидравлические домкраты поступают на склад, где хранятся в соответствии с установленными условиями хранения в ожидании отгрузки.
Режущие зубья
Компания Ань Эр Лун специализируется на исследованиях, разработке и производстве ряда основных комплектующих для горного оборудования, включая режущие ролики, режущие зубья, держатели зубьев и гидравлические цилиндры.В каждом продукте воплощены мудрость и трудолюбие Ань Эр Лун, демонстрирующие высочайшее стремление к качеству. Режущий барабан компании имеет сложную конструкцию и использует передовые технологии автоматизированного проектирования, позволяющие в полной мере учитывать геологические условия различных сложных шахт и оптимизировать конструкцию барабана. Уникальная конструкция спиральных лопастей значительно повышает эффективность загрузки угля и породы, эффективно снижает вторичное дробление угля и снижает потребление энергии. В нем используется высокопрочная, износостойкая, высококачественная сталь и применяется специальный процесс термообработки, который придает режущему барабану отличную износостойкость и ударопрочность, значительно продлевая срок его службы и сокращая затраты на техническое обслуживание оборудования и время простоя.
-


-



QR-код веб-сайта

-
QR-код мобильного
телефона