

Продукция





-

Режущие зубья для спиральных режущих роликов комбайнов S135-80-35
-

Натяжной узел Yiyun
-

Нарезаемых зубьев S135-70-35
-

Гидроцилиндр перегрузчика
-
Гидравлический жидкостный домкрат
-

Режущие зубья для спиральных режущих роликов комбайнов U95-55-25(30)
-

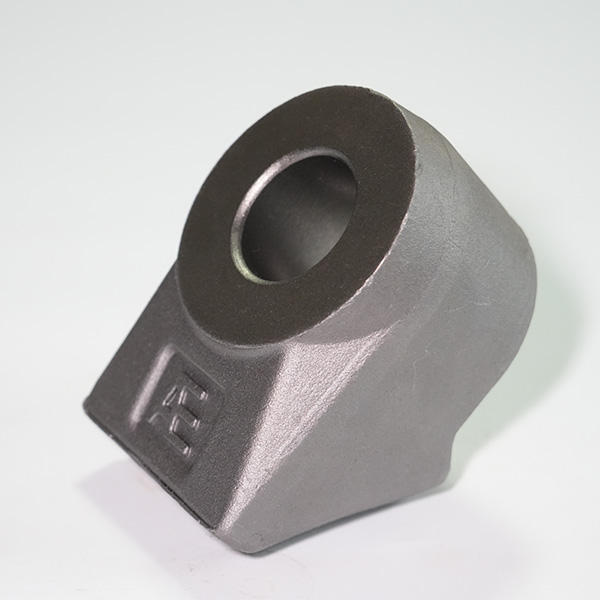
Основание для зубьев роторного бурения
-

Гидроцилиндр самоходного устройства
-
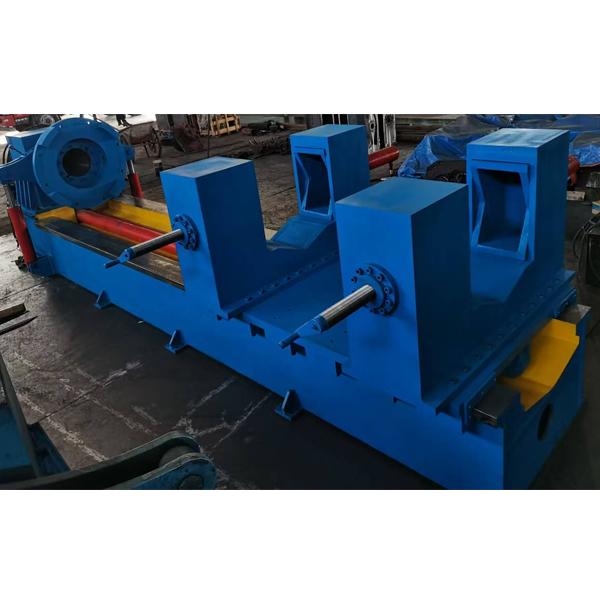
Описание оборудования для ремонта и сборки стоек
-

Режущие зубья для спиральных режущих роликов комбайнов U95-70-35
-

Зубьев для валков AEL225S
-

Джек
-

Нарезаемых зубьев S135-80-25(30)
-
Зубьев для валков AEL160
-

Зубья роторного бурения
-

Зубьев для валков AEL1750







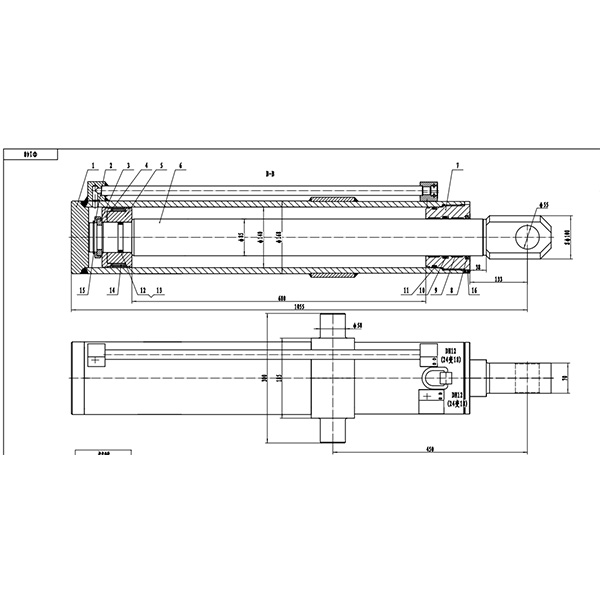
Стоечные опоры гидравлических подъемников
В соответствии с национальными стандартами и техническими условиями; порядок внедрения GB/25974.2-2010
Описание
маркер
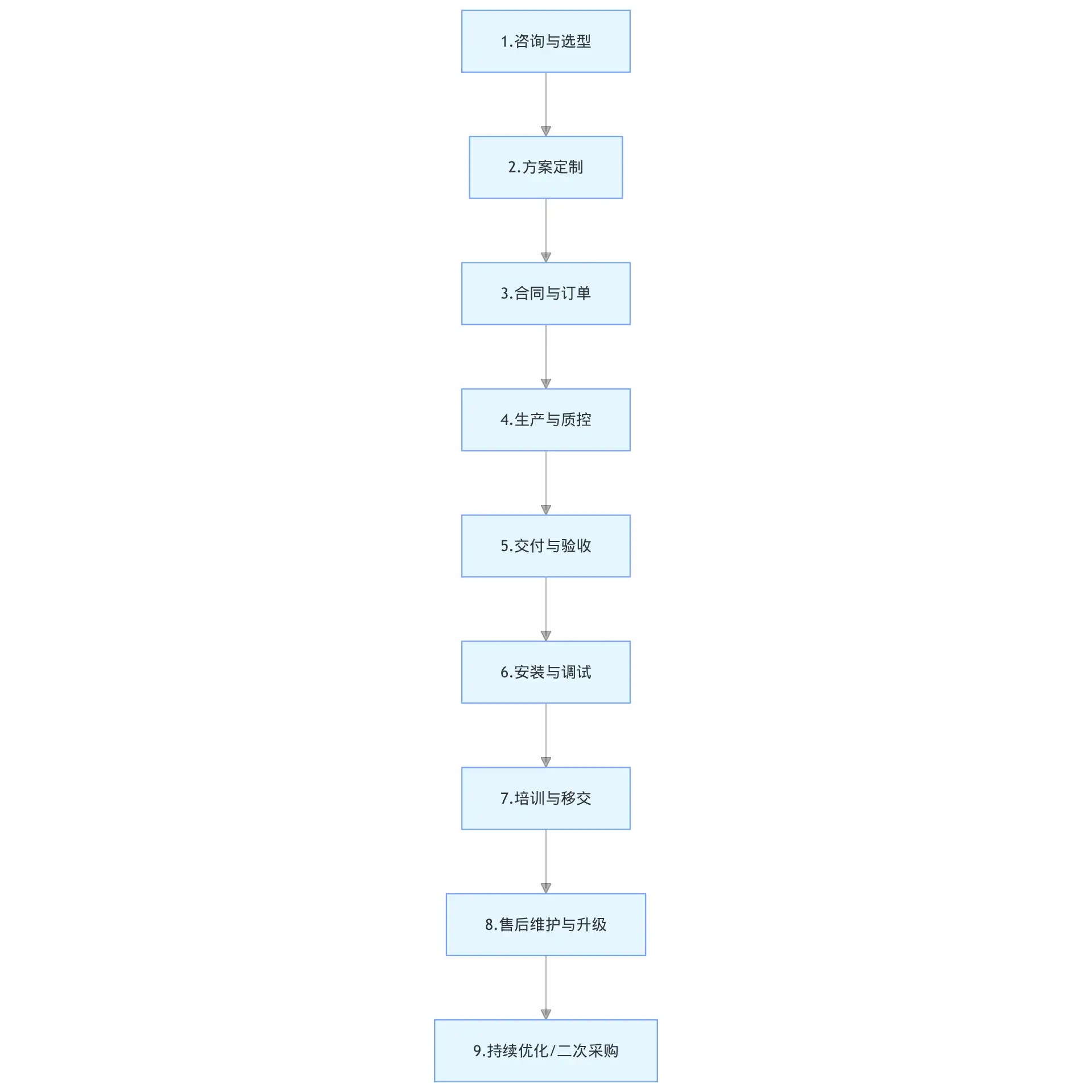
Производственный процесс
В соответствии с национальными стандартами и техническими условиями; порядок внедрения GB/25974.2-2010
Ковка
Обработка ковкой: Для ковки днища цилиндра, направляющей втулки и поршня используются материалы 27SiMn и 42CrMo, а для выполнения операций ковки с целью повышения прочности и вязкости используется объемная штамповка.
Механическая обработка
Обработка наружного цилиндра: Материал выбирается из 27 образцов, а для обработки внутреннего отверстия цилиндра, растачивания и хонингования используется станок для расточки глубоких отверстий, так что точность размеров внутреннего отверстия достигает уровня IT7-IT8, а шероховатость поверхности достигает Ra0,8-Ra1,6 мкм. Используйте сверлильные станки или обрабатывающие центры для обработки соединительных отверстий, таких как масляные отверстия и резьбовые отверстия на внешнем блоке цилиндров.
Обработка среднего цилиндра и штока поршня: Аналогично внешнему блоку цилиндров, сначала выполняется черновая обработка, а затем чистовая обработка для обеспечения точности размеров, цилиндрической формы и шероховатости поверхности внутреннего наружного диаметра.
Обработка поверхности
Обработка твердым хромированием: Обработанные детали колонны обрабатываются твердым хромированием для повышения твердости, износостойкости и коррозионной стойкости поверхности колонны. Шлифовка или полировка после твердого хромирования,
Сборка
Очистка деталей ➡Установка уплотнения➡Сборка колонны➡Общий ввод в эксплуатацию и проверка.
Проверка и опробование
Включая испытание на устойчивость к напряжению и проверку эксплуатационных характеристик
Фотографии дизайна


Главное изображение продукта






Производственный процесс



связаться с нами
Сопутствующие популярные продукты
Нарезаемых зубьев S135-70-35
S135:Обозначает серию модели зубьев, обычно указывая на общие характеристики дизайна и конструкции зубьев, подходящих для определенных типов угольных машин, проходческих машин и других оборудования.
Гидроцилиндр самоходного устройства
Проходной цилиндр: используется для перемещения хвостовика самоходной машины вперед в целом, для обеспечения синхронного движения с печатной машиной и для удовлетворения потребностей рабочей поверхности в движении.

Основание для зубьев проходческого комбайна
Соединяется с корпусом головки сваркой, чтобы обеспечить угол и надежность сварки основания с головкой.

Вставить цилиндр
Гидравлические цилиндры скользящего типа, обычно называемые цилиндрами скользящей пластины, предс...
Основание для зубьев роторного бурения
Обычно изготовлены из высокопрочной легированной стали и имеют уникальную форму и конструкцию.
Режущие зубья для спиральных режущих роликов комбайнов S135-80-35
Название продукта: режущие зубья в форме кирки (конические режущие зубья) Модель изделия; S135-80-35

Введение Отрезной редуктор серии U170
Наименование: резцовые отрезные зубья (конические отрезные зубья) Модель изделия: U170-65-30D U170-65-35D
Гидроцилиндр перегрузчика
Проходной цилиндр: Он в основном используется для обеспечения общего перемещения печатной машины, чтобы она могла двигаться синхронно с продвижением рабочей поверхности и обеспечивать плавную транспортировку по каналу.

Серводвигатель высоты угольного резака
Название продукта: технические характеристики и модели подъемных цилиндров (поворотных телескопических цилиндров)
Натяжной узел Yiyun
I. Оборудование для позиционирования и согласования продукции 1、Специальная модель: разра...
Нарезаемых зубьев S135-80-25(30)
Название продукта: Зубья в форме мотыги Модель продукта: S135-80-25, S135-80-30
Режущие зубья для спиральных режущих роликов комбайнов U95-70-35
Режущие зубья U95-70-35 – это разновидность зубьев для резки угля и горных пород при добыче полезных ископаемых. Они относятся к режущим зубьям в форме кирки.

Гидроцилиндр проходческого комбайна
Название продукта: подъемный цилиндр режущей головки, телескопический цилиндр режущей головки

Режущие зубья для спиральных режущих роликов комбайнов U170
Название продукта: режущие зубья в форме кирки (конические режущие зубья) Модель изделия; U170-68-25 U170-68-30
Зубьев для валков AEL1750
Обеспечивает точное место установки зубьев, гарантируя, что зубья расположены на валке в соответствии с проектными требованиями, что позволяет эффективно резать уголь и породу.

Валковые элементы
Угольный резак вращается под воздействием электродвигателя, а зубья при вращении барабана врезаются в угольную стенку, выполняя резку и дробление угля.
-


-



QR-код веб-сайта

-
QR-код мобильного
телефона