



Выбор подходящей стали, такой как 20CrNiMo или 42CrMo, высококачественная легированная конструкционная сталь.
При выборе оснований используются материалы, подходящие для добычи угля и породы, после чего они подвергаются ковке, механической обработке, обработке поверхности, термообработке, закалке и отжигу для повышения вязкости и стабильности основания, что обеспечивает хорошие комплексные механические свойства. В заключение, на поверхность основания наносится износостойкое покрытие или проводится лазерное наплавление, чтобы повысить твердость и износостойкость основания.

Нарезаемых зубьев S135-70-35
Описание зубьев S135-70-35 Значение S135:Обозначает серию модели зубьев, обычно указывая на общие характеристики дизайна и конструкции зубьев, подходящих для определенных типов угольных машин, проходческих машин и других оборудования. 70:Об...

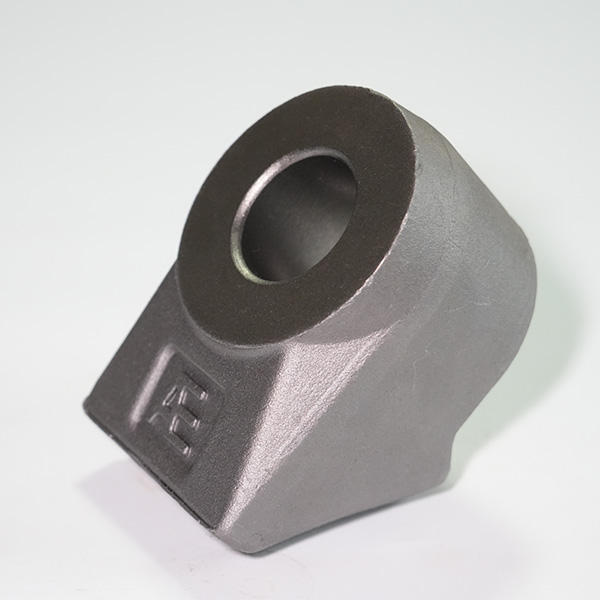
Основание для зубьев проходческого комбайна
Основание зубьев для проходческой машины Соединяется с корпусом головки сваркой, чтобы обеспечить угол и надежность сварки основания с головкой. Основание зубьев изготавливается методом ковки, что улучшает внутреннюю структуру материала, де...
Зубьев для валков AEL160
Обзор основания зубьев для валков Функция Установка зубьев:Обеспечивает точное место установки зубьев, гарантируя, что зубья расположены на валке в соответствии с проектными требованиями, что позволяет эффективно резать уголь и породу. Защи...

Описание зубьев для валков угольного резака
Обзор зубьев для валков Структурные особенности Обычно имеют цилиндрическую форму, внутренний диаметр соответствует хвостовику зуба, внешний диаметр подходит для монтажного отверстия основания зуба, длина варьируется в зависимости от различ...
Выбор подходящей стали, такой как 20CrNiMo или 42CrMo, высококачественная легированная конструкционная сталь.

Гидроцилиндр самоходного устройства
Cортировать Проходной цилиндр: используется для перемещения хвостовика самоходной машины вперед в целом, для обеспечения синхронного движения с печатной машиной и для удовлетворения потребностей рабочей поверхности в движении. Горизонтальны... 
Гидроцилиндр перегрузчика
Прикладная среда Проходной цилиндр: Он в основном используется для обеспечения общего перемещения печатной машины, чтобы она могла двигаться синхронно с продвижением рабочей поверхности и обеспечивать плавную транспортировку по каналу. Гори... 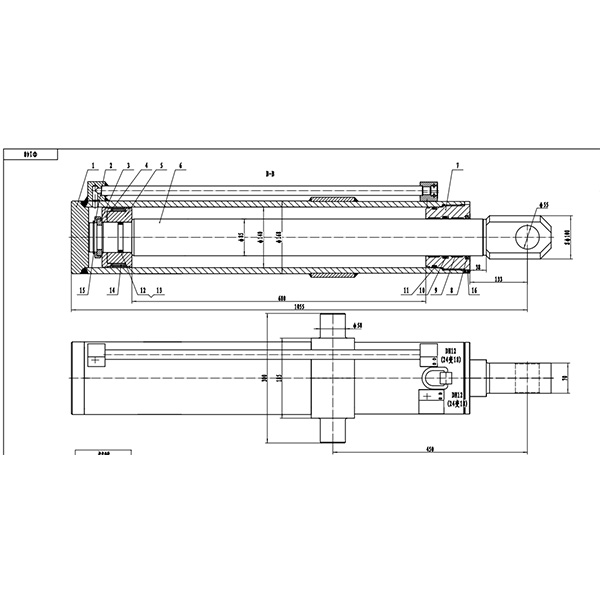
Гидравлический жидкостный домкрат
Типы гидравлических кронштейновых домкратов Проходной домкрат: используется для выдвижения передней транспортной плоскости и вытягивания кронштейна. Балансировочный домкрат: Используется для регулировки угла наклона верхней и задней балок. ... 
Стоечные опоры гидравлических подъемников
Производственный процесс В соответствии с национальными стандартами и техническими условиями; порядок внедрения GB/25974.2-2010 Ковка Обработка ковкой: Для ковки днища цилиндра, направляющей втулки и поршня используются материалы 27SiMn и 4... 
Гидроцилиндр проходческого комбайна
Типы масляных баллонов TBM Название продукта:Подъемный цилиндр режущей головки, телескопический цилиндр режущей головки Цилиндр режущей части: он включает в себя цилиндр подъема режущей головки и телескопический цилиндр режущей головки. Пер... 
Серводвигатель высоты угольного резака
Название продукта Tехнические характеристики и модели подъемных цилиндров (поворотных телескопических цилиндров); диаметры цилиндров (внутренние диаметры)¢140 ¢160 ¢180 ¢200 ¢220 ¢230 ¢260 ¢280 ¢320 )И множество других моделей и разновидно... Наши новости

31
05/2026Интеллектуальная модернизация ускоряется, зеленая трансформация набирает темпы: горнодобывающее оборудование для угольных шахт вступает в золотой период высококачественного развития
Под совместным продвижением национальной стратегии энергетической безопасности, интеллектуализации шахт и целей «углеродной нейтральности и углеродного пика» отрасль горнодобывающего оборудования для угольных шахт Китая получает двойные возможности структурной модернизации и масштабного роста. В настоящее время отрасль перешла от этапа массового внедрения традиционной механизации к новому этапу высококачественного развития с глубокой интеграцией интеллектуализации, экологичности, высокой эффективности и безопасности. Рыночный спрос постоянно растет, а результаты технологических инноваций активно внедряются на практике, обеспечивая надежную техническую поддержку стабильной добычи угля, гарантии поставок и фундаментальной безопасности угледобывающей отрасли. Государственная политика придает мощный импульс развитию отрасли. В последние годы государство приняло ряд нормативных актов по интеллектуализации шахт, производственной безопасности, экологии и низкоуглеродному развитию. Установлены жесткие целевые показатели: к 2026 году доля интеллектуализированных производственных мощностей на угольных шахтах страны составит не менее 60%, а доля замены персонала на интеллектуальное оборудование на опасных и трудоемких рабочих местах — не менее 30%. Это способствует одновременно технической модернизации действующих шахт и строительству новых шахт по высоким стандартам. Под влиянием политики новые информационные технологии — 5G, искусственный интеллект, промышленный интернет, цифровые двойники — глубоко интегрируются с основным горнодобывающим оборудованием: угольными комбайнами, гидравлическими крепями, ленточными конвейерами и проходческими комбайнами. Основным направлением развития отрасли стало «замена людей механизацией, сокращение персонала автоматизацией и полная автоматизация рабочих мест за счет интеллектуальных технологий». Интеллектуальное оборудование является основным драйвером роста рынка. На сегодняшний день уровень механизации добычи угля в Китае превышает 99%. Фактор роста смещается с решения задачи «наличия оборудования» на повышение его «качества». Резко возрос спрос на комплексное оборудование для интеллектуальной комплексной разработки угольных пластов, скоростной проходки горных выработок, прогнозирования аварий и беспилотного транспорта. Интеллектуальные угольные комбайны, оснащенные технологиями распознавания породно-угольной массы на основе искусственного интеллекта и адаптивной резки, позволяют в режиме реального времени корректировать параметры резки, повышая эффективность добычи и коэффициент извлечения полезных ископаемых. Гидравлические крепи с электрогидравлическим управлением работают в режиме групповой координации, их скорость отклика значительно возросла, что обеспечивает безопасность кровли горных выработок. Комплексные системы совмещенной проходки, крепления и транспортировки увеличивают скорость проходки в 2–3 раза по сравнению с традиционными технологиями, эффективно решая проблемы строительства горных выработок. Масштабное внедрение полного покрытия шахт сетями 5G, беспилотных карьерных самосвалов, интеллектуальных роботов-инспекторов и платформ управления на основе цифровых двойников позволяет угольным шахтам перейти от ручного дежурства к дистанционному управлению с поверхности при минимальном присутствии персонала или его полном отсутствии под землей. Число работников на подземных объектах сокращается, а возможности предотвращения крупных рисков и аварий значительно укрепляются. Зеленая и низкоуглеродная трансформация провоцирует волну обновления оборудования. В рамках достижения целей «углеродной нейтральности и углеродного пика» ключевыми конкурентными преимуществами горнодобывающего оборудования стали низкое энергопотребление, минимальные выбросы и высокая производительность. Широкое применение технологий частотного регулирования энергосбережения, рекуперации энергии и легких конструкционных материалов позволило снизить энергопотребление основного оборудования на 20–30%, а также эффективно ограничить пылеобразование и шумовое загрязнение. Быстро растет доля экологичной продукции: карьерных самосвалов на электропитании, буровых установок на водородном топливе и энергосберегающего транспортного оборудования. Одновременно увеличивается спрос на сопутствующее экологическое оборудование для пылеподавления, шумоизоляции, отвода метана и очистки шахтных вод. Кроме того, технологии экологичной добычи стимулируют активное развитие специализированного оборудования для закладочной добычи и добычи с сохранением водных ресурсов, способствуя сочетанию угледобычи с охраной окружающей среды и соблюдению стандартов экологически чистых шахт. Отдельные сегменты рынка демонстрируют дифференцированный рост. Оборудование для интеллектуальной комплексной разработки угольных пластов сохраняет лидирующие позиции, его доля на рынке постоянно увеличивается. Проходческие комбайны для твердых пород и интеллектуальное крепежное оборудование получают большой объем заказов благодаря росту потребностей в разработке глубинных месторождений и месторождений со сложными геологическими условиями. Горные роботы перешли от опытной эксплуатации к массовому внедрению: они заменяют персонал на опасных рабочих местах при инспекции, аварийно-спасательных работах, добыче и креплении горных выработок, становясь наиболее динамично развивающимся сегментом. На рынке корпоративных клиентов крупные угледобывающие компании и поставщики шахтного оборудования активно развивают сотрудничество по централизованным закупкам и технической модернизации. Покупка отдельных единиц оборудования уступает место комплексным системным решениям. Ведущие предприятия за счет преимуществ в научно-исследовательских разработках, системной интеграции и комплексном обслуживании на протяжении всего срока эксплуатации наращивают свою долю рынка, а концентрация в отрасли повышается. Расширение внешних рынков открывает новые источники роста. Благодаря развитой производственной цепочке, выгодному соотношению цены и качества, а также передовым интеллектуальным технологиям оборудование для угольных шахт китайского производства активно экспортируется и пользуется высокой конкурентоспособностью в странах вдоль пояса и пути «Один пояс, один путь», государствах Центральной Азии и Африки. В перечень экспортной продукции входят комплексное оборудование для разработки угольных пластов, проходческие комбайны, ленточные конвейеры, гидравлические крепи и основные комплектующие. Параллельно осуществляется экспорт технологий и сервисное обслуживание: поставки перешли от простой реализации оборудования к комплексным решениям «оборудование + технологии + сервис». Это способствует повышению эффективности и стандартов безопасности угледобычи в мире, а отрасль стала важным направлением экспорта высокотехнологичного оборудования Китая. Согласно отраслевым данным, объем рынка горнодобывающего оборудования для угольных шахт Китая будет стабильно расти к 2026 году, при этом доля интеллектуального оборудования превысит 60%. Основными движущими факторами роста станут потребности в технической модернизации и обновлении оборудования. Эксперты отмечают, что в перспективе отрасль будет ориентирована на безопасность, высокую эффективность, интеллектуализацию, экологичность и надежность техники. Предприятия будут наращивать усилия по разработке ключевых технологий, преодолевая узкие места в области прозрачного геологического мониторинга, точного позиционирования и автономного принятия решений. Оборудование будет модернизироваться в направлении увеличения габаритов, комплексности, цифровизации и снижения углеродного следа. Для производителей оборудования использование возможностей обеспечения энергетической безопасности, строительства интеллектуальных шахт и зеленой трансформации, углубление научно-технических разработок, оптимизация продуктовой линейки и совершенствование системы обслуживания позволит занять лидирующие позиции в процессе высококачественного развития. Это также будет способствовать переходу угледобывающей промышленности Китая на новый этап безопасной, эффективной, экологичной и интеллектуальной работы.
28
05/2026Русский перевод (профессиональный вариант, отраслевая терминология горного оборудования, деловой стиль)
Спрос на горное оборудование в русскоязычных регионах стабильно растёт, открывая золотые экспортные перспективы для комплектующих, таких как барабаны угледобывающих комбайнов, зубья и их посадочные гнёзда. В последние годы российско-китайское экономическое и торговое сотрудничество активно углубляется, а объём двусторонней торговли неуклонно увеличивается. В 2025 году товарооборот между Китаем и Россией достиг 227,9 млрд долларов США, превысив отметку в 200 млрд долларов США третий год подряд. Китай уже 16 лет подряд является крупнейшим торговым партнёром России. На фоне постоянной оптимизации структуры торговли электромеханическая продукция стала основной категорией экспорта в Россию. Особенно стремительно растёт спрос на горное оборудование и его комплектующие. Ключевые быстроизнашиваемые детали — барабаны угледобывающих комбайнов, зубья и посадочные гнёзда — благодаря высокой совместимости, надёжности и выгодной цене стали востребованной продукцией на рынках русскоязычных стран, открыв широкие возможности для китайских производителей комплектующих к горным машинам для выхода на внешние рынки. Россия и другие русскоязычные государства обладают одними из крупнейших в мире запасов полезных ископаемых. Добыча угля, нефти, газа и руд является основой экономики этих регионов. Длительное время местная горная техника отличается высокой степенью износа, поэтому существует острая потребность в модернизации оборудования и расширении производственных мощностей. Из-за трансформации глобальных логистических цепочек поставки оборудования из европейских стран существенно сократились. Более половины горного оборудования, используемого в России, импортируется, и Китай стал его главным поставщиком. Статистика показывает, что темпы роста экспорта китайского горного оборудования в Россию в 2025 году составили 52%, лидируя среди всех сегментов экспорта электромеханической продукции. Одновременно резко возрос рыночный спрос на сопутствующие комплектующие к угледобывающим комбайнам — основному оборудованию для добычи угля. Барабаны, зубья и посадочные гнёзда угледобывающих комбайнов являются важными быстроизнашиваемыми компонентами для подземной угледобычи, напрямую определяющими эффективность разработки и безопасность эксплуатации техники. Барабан выполняет функции резки и транспортировки угля и постоянно подвергается интенсивному истиранию и ударным нагрузкам. Зубья напрямую контактируют с угольным пластом, поэтому они изнашиваются очень быстро и требуют частой замены. Посадочные гнёзда служат основанием для крепления зубьев и предъявляют высокие требования к точности изготовления и механической прочности. На угольных месторождениях русскоязычных стран крупные объёмы добычи сочетаются со сложными эксплуатационными условиями, что формирует значительный дефицит комплектующих. Производимые в Китае износостойкие зубья повышенной прочности, высокоточные посадочные гнёзда и барабаны угледобывающих комбайнов с повышенным крутящим моментом полностью совместимы с основными моделями техники, эксплуатируемой в регионе. Благодаря стабильному качеству, оперативным поставкам и конкурентоспособным ценам китайская продукция активно вытесняет прежних поставщиков и массово поступает на основные угледобывающие районы Сибири и Дальнего Востока. Государственные преференции создают дополнительные гарантии для экспорта китайских комплектующих к угледобывающим комбайнам. Россия включила Китай в список дружественных стран, а горное оборудование и его комплектующие отнесены к продукции, замещающей импорт в промышленности. Закупки соответствующей продукции могут получать субсидии в размере до 30% от суммы контракта, а по отдельным категориям товаров действует режим нулевых таможенных пошлин. Кроме того, упрощён порядок прохождения сертификации ЕАЭС: срок электронного декларирования составляет всего 15–25 рабочих дней. Одна полученная сертификация позволяет свободно реализовывать продукцию на территории пяти стран Евразийского экономического союза — России, Белоруссии, Казахстана, Армении и Киргизии. Это существенно снижает издержки предприятий при выходе на внешние рынки и упрощает освоение новых территорий. Совершенствование логистики и расчётных систем дополнительно упрощает экспорт. Северный маршрут китайско-европейских грузовых поездов функционирует в регулярном режиме, пропускная способность пограничных пунктов увеличена, что повысило скорость и безопасность перевозок горных комплектующих. Масштабы взаимных расчётов в национальных валютах между Китаем и Россией постоянно растут, что позволяет эффективно минимизировать валютные риски и гарантировать сохранность денежных средств предприятий. Комплектующие в виде барабанов, зубьев и посадочных гнёзд отличаются компактными размерами, высокой добавленной стоимостью, низкими логистическими расходами и быстрым возвратом инвестиций. Они являются оптимальным выбором для малых и средних производственных предприятий для освоения рынков русскоязычных регионов: наладить массовое производство возможно без строительства крупных производственных линий, при этом наблюдается высокий уровень повторных заказов и лояльность клиентов. В настоящее время горнодобывающая отрасль русскоязычных стран находится на этапе модернизации оборудования и повышения производственного потенциала. Реализация программ развития Дальнего Востока приводит к постоянному увеличению объёмов угледобычи, поэтому спрос на комплектующие к угледобывающим комбайнам будет стабильно высоким в долгосрочной перспективе. Используя преимущества развитой производственной цепочки, отработанные технологии изготовления и комплексную систему послепродажного обслуживания, китайские производители комплектующих к горным машинам переходят от поставок отдельных деталей к предоставлению комплексных услуг «техника + комплектующие» и формируют долгосрочные стабильные партнёрские отношения с местными горнодобывающими предприятиями. Ряд компаний уже приступил к локальной сборке продукции и развитию технического сотрудничества, укрепляя свои рыночные позиции. По мере дальнейшего углубления российско-китайского торгово-экономического взаимодействия сотрудничество в сфере горного оборудования станет новым драйвером роста. Ключевые комплектующие — барабаны, зубья и посадочные гнёзда угледобывающих комбайнов — благодаря полному соответствию рыночным потребностям, государственной поддержке и преимуществам логистических цепочек сохранят лидирующие позиции на рынках русскоязычных стран. Они будут способствовать высококачественному экспорту китайской электромеханической продукции, модернизации российско-китайской торговли и укреплению репутации «китайского интеллектуального производства» на мировом рынке комплектующих для горной техники.

26
05/2026Международная логистика между Китаем и Россией получила новый импульс! Наземный порт Благовещенска официально введён в эксплуатацию, став ключевым узлом транспортного коридора Амур
21 мая 2026 года в период проведения Амурской ярмарки России официально введён в эксплуатацию многофункциональный железнодорожный узел – наземный порт Благовещенска (в Китае известный как Хайланьпао), созданный специально для перевалки контейнеров и трансграничных перевозок между Китаем и Россией. Данный объект является ключевым звеном программы России «Транспортный коридор Амур». Он объединяет ресурсы пограничного пункта, речного порта, железных и автомобильных дорог, формируя единую логистическую систему смешанных автомобильно-железнодорожных перевозок. Министр по развитию Дальнего Востока и Арктики России Алексей Чекунков назвал его крупнейшим контейнерным железнодорожным терминалом Дальнего Востока. Ввод объекта в строй знаменует собой крупный переход южного трансграничного логистического маршрута между Китаем и Россией от «точечного прохождения таможни» к «эффективной работе по всей цепочке поставок». Наземный порт Благовещенска представляет собой не просто складское помещение, а комплексный распределительный узел, объединяющий железнодорожное примыкание, складские площадки, консолидацию и распределение грузов, а также автомобильную доставку. Общий объём инвестиций в проект составляет около 3,8 миллиарда рублей, на данный момент освоено 1,3 миллиарда рублей инвестиций. Терминал рассчитан на единовременное хранение 750 условных контейнеров, приём и отправку 2 контейнерных поездов в сутки и годовую переработку грузов в объёме 520 тысяч тонн. Здесь осуществляется приём и отправка целых поездов, обработка сборных и отдельных контейнеров, работа с открытыми вагонами. Кроме того, предоставляются сопутствующие услуги: хранение грузов, мелкий ремонт контейнеров, консолидация партий грузов и автомобильная доставка по территории Амурской области. Согласно плану развития, к 2030 году площадь складских площадок наземного порта будет увеличена до 15 тысяч условных контейнеров, пропускная способность удвоится. В перспективе объект преобразуется в комплексный международный логистический узел с прилегающим технопарком, что позволит в полной мере раскрыть потенциал трансграничных грузовых перевозок между Китаем и Россией. Запуск наземного порта полностью устранил недостатки логистической инфраструктуры на трансграничном маршруте Хэйхэ – Благовещенск. Города разделены рекой Амур, и ранее трансграничные грузовые перевозки осуществлялись преимущественно по реке, по сезонным понтонным мостам и по льду реки, что сильно зависело от погодных и сезонных условий и создавало естественные ограничения по объёму и скорости перевозок. В июне 2022 года был открыт первый трансграничный автомобильный мост через реку Амур между Хэйхэ и Благовещенском. Пограничный пункт Каникурган стал важным звеном грузовых перевозок: через него проехало более 213 тысяч транспортных средств, а среднесуточный объём грузов по сравнению с периодом сразу после открытия вырос более чем в три раза. Пункт пропуска был модернизирован: теперь здесь действует 16 полос движения, среднесуточный поток транспорта составляет около 850 единиц. Однако автомобильный мост решил только задачу переправы через реку. После въезда грузов на территорию России отсутствовала эффективная система консолидации, формирования поездов и распределения грузов, что сдерживало общую логистическую эффективность. После ввода в эксплуатацию наземного порта Благовещенска он взаимодействует с мостом через Амур, пограничным пунктом Каникурган и речным портом, создавая замкнутую логистическую цепочку «переправа через реку – таможенное оформление – перевалка – доставка». Таким образом, транспортный коридор Амур между Китаем и Россией полностью открыт. Ввод в строй нового терминала приносит ряд существенных преимуществ для двусторонней торговли Китая и России, а также трансграничного бизнеса на русскоязычных территориях. Во-первых, направление Хэйхэ получило стабильный и высокоэффективный постоянный логистический маршрут. Предприятия могут включить его в стандартные схемы перевозок, что позволит снизить нагрузку на традиционные пограничные пункты Маньчжурия и Суйфэньхэ и расширить выбор вариантов трансграничной транспортировки. Во-вторых, на территории наземного порта предоставляются официальные услуги по консолидации, хранению и доставке грузов по России. Это заменило прежнюю практику использования временных складов, перевело операции по перегруппировке и транзитному распределению контейнеров на договорную и стандартизированную основу. В результате снизились логистические расходы транспортно-экспедиторских и внешнеторговых компаний, ускорился оборот грузов. Российские власти придают данному проекту большое государственное значение. Председатель Правительства Российской Федерации Михаил Мишустин лично посещал пограничный объект и поручил ускорить темпы строительства. Министерство по развитию Дальнего Востока и Арктики включило проект в число приоритетных национальных объектов, он пользуется мерами поддержки в рамках режима опережающего социально-экономического развития. По словам Алексея Чекункова, помимо наземного порта, в ближайшее время начнёт работу канатная дорога между Хэйхэ и Благовещенском, активно ведётся строительство трансграничного моста между Цзялиндой и Мохэ. Кроме того, Северный морской путь будет соединён с транспортным коридором Амур, что сформирует целый кластер трансграничных транспортных объектов. Официальное начало эксплуатации наземного порта Благовещенска является не только важным дополнением трансграничной транспортной инфраструктуры Китая и России, но и ярким свидетельством дальнейшего углубления двустороннего торгово-экономического сотрудничества. Полноценное функционирование коридора Амур позволит значительно повысить скорость трансграничных грузовых перевозок между двумя странами, сократить логистические издержки, придать новый импульс росту взаимной торговли и способствовать дальнейшему развитию всеобъемлющего стратегического взаимодействия нового периода между Китаем и Россией.
-


-



QR-код веб-сайта

-
QR-код мобильного
телефона